




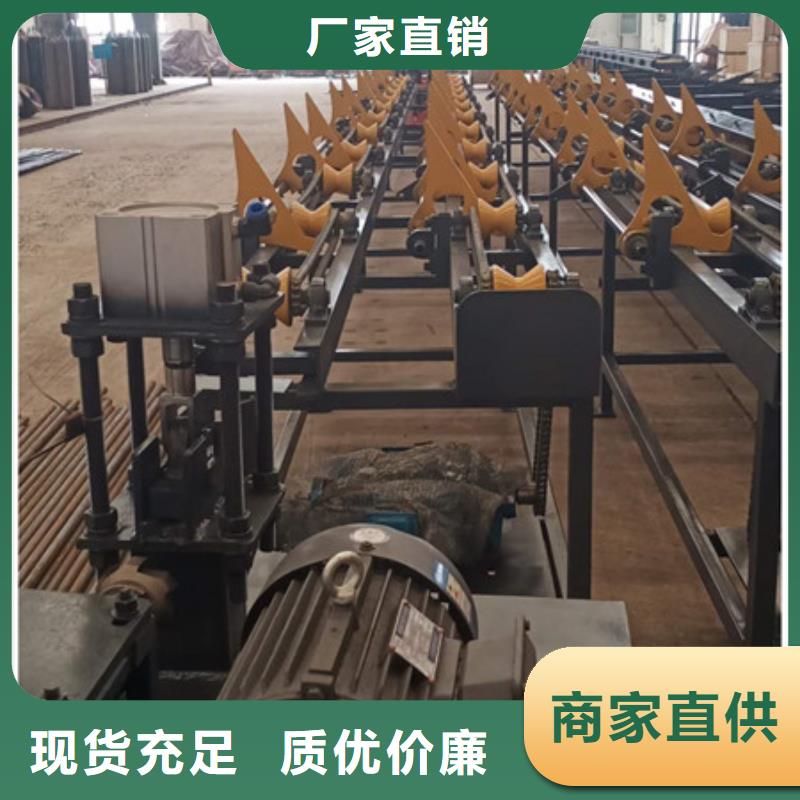
人工送料
通過人工利用送料架將材料送到鋸切位置,手動或利用鋸床定尺測量需鋸切的尺寸,這種方式適合于小規格材料。
機械傳動送料
通過電機、減速機,鏈輪、鏈條帶動送料輥旋轉,操作送料、退料按鈕將工件送到帶鋸床鋸條鋸切位置。這種方式適用于大規格棒料或板材,精度要求不高,不需要大批量生產的材料。
帶鋸床自動送料
自動送料機指能自動的按規定要求和既定程序進行運作,人只需要確定控制的要求和程序,不用直接操作的送料機構。即把物品從一個位置送到另一個位置,期間過程不需人為的干預即可自動準確的完成的機構。一般具有檢測裝置,送料裝置等。主要用于各種材料和工業產品半產品的輸送,也能配合下道工序使生產自動化。


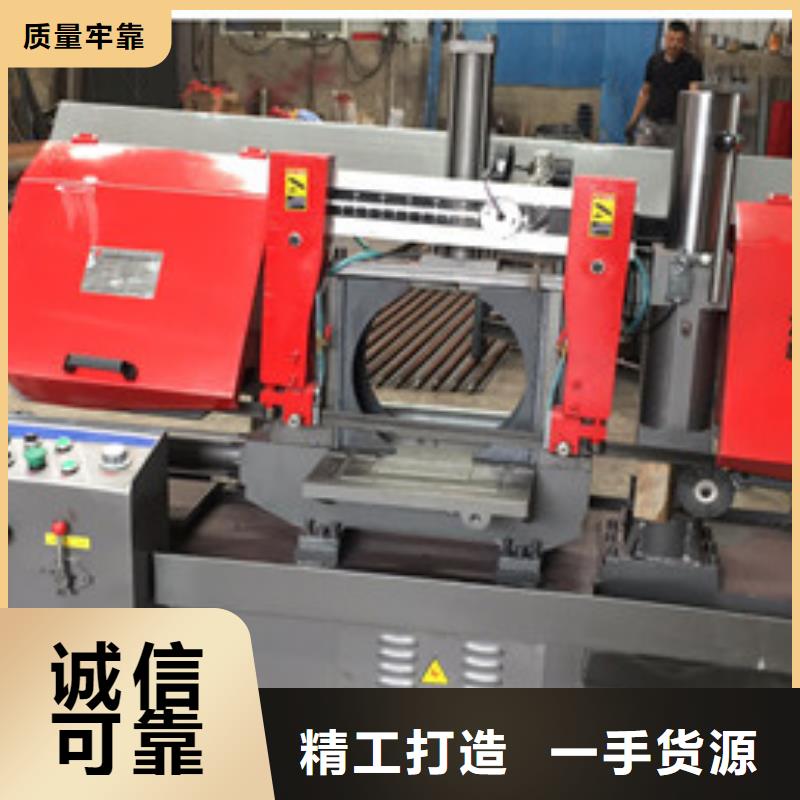
機床的主要特征:
1、機床通過機械、電氣、液壓的配合,自動進刀、切割完畢鋸架自動快速上升(即退刀)的功能。
2、進給速度,在給定的范圍內,可進行無級調 整 。
3、鋸切材料時鋸條從夾 緊 虎鉗中間經過,虎鉗夾 緊 材料,防止鋸切短料時不穩抖動造成拉齒。
3、由于其切削刀具 ,采用進口的、薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動力小,是中小型企、事業單位切割大型鋼胚、一種具有顯節材又節能的切割刀 具 。
4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
一側(多是外側)受到損傷。1.鋸床原因:由于液壓系統出現泄漏、調速閥失控等原因造成鋸架不能夠平穩下降,出現鋸帶抖動切削,造成了鋸斜。再有,如果鋸床兩個導向臂間距過大、鋸帶張力不夠、導向塊有磨損及鋸帶夾裝不好,都會直接影響到鋸切質量,進而延伸出現鋸斜。2.操作原因:我們重點講一下因操作不良導致的鋸斜。因操作造成鋸斜的比例約占90%以上,典型的表現是:安裝上新的鋸帶,不做任何檢查、調整,更不進行新帶的初期磨合,便使用了高速切削。由于切削進給量比較大,鋸齒處在極限的切削狀態,在這種情況下,由于新鋸帶齒刃十分。
數控車床可分為臥式和立式兩大類。臥式車床又有水平導軌和傾斜導軌兩種。檔次較高的數控臥車一般都采用傾斜導軌。按刀架數量分類,又可分為單刀架數控車床和雙刀架數控車,前者是兩坐標控制,后者是4坐標控制。雙刀架臥車多數采用傾斜導軌。
金屬帶鋸床的分類:
根據結構分為臥式金屬帶鋸床、立式金屬帶鋸床、臥式又分為剪刀式、雙立柱、單立柱式帶鋸床; 根據使用情況分為手動型(經濟型手動送料手動切割物料)、自動型; 根據使用控制器的自動化程序可分為手動型(半自動手動送料)全自動型(自動送料自動切割); 根據切割角度要求分為角度鋸床(能鋸切角度90度45度)無角度即90度垂直切割。
金屬帶鋸床主要部件有:底坐;床身、立柱;鋸梁和傳動機構;導向裝置;工件夾緊;張緊裝置;送料架;液壓傳動系統;電氣控制系統;潤滑及冷卻系統。
 jmc
jmc
5、鋸床排屑鋼絲刷停止工作或過 度 磨損,主要表 現 在加工過 程 中不能有效掃除鋸條齒部間鋸屑,而帶入下次切割循環中,導 致 切削殘留,造成鋸床鋸條打齒。建議定時更換鋸床鋼絲刷。
6、切削液使用濃度過低,不能很好的降 低 齒尖局部熱量,沒有起到維 護 鋸條的作用。
鋸床加工化、范圍擴大化。提 高 鋸切效率,尤其是提 高 厚材及硬金屬鋸切效率,避免鋸切成為整條生產線的瓶頸,一直是鋸切及鋸床技術領域多年關注的焦點。河南建貿機械鋸床鋸切不銹鋼切削率達45cm2 min。大大提 高 生產效率,改 善 了鋸切加工的經濟性。鋸切范圍擴大化已是趨勢,如目前我國大的帶鋸床G4240型鋸床可切割直徑為直徑40cm以下整捆鋼筋、管料和空心料。

