您的位置>首頁 >阿壩本地產品推薦News >
q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國
更新時間: 2025-03-18 22:47:42 瀏覽次數:63
以下是:q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1支訂 |
|---|
| 質量等級 | 1級 |
|---|
| 是否廠家 | 生產廠 |
|---|
| 產品材質 | 235b等 |
|---|
| 產品品牌 | 山特金屬 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 噸 |
|---|
| 產品顏色 | 碳黑 |
|---|
| 質保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 3年 |
|---|
| 產品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
|---|
以下是:q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國的圖文視頻
導讀 q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國,山特金屬制品有限公司為您提供q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國,聯系人:張經理,電話:13863598006、15206358344,QQ:940273024,請聯系山特金屬制品有限公司,發貨地:經濟開發區匯通國際金屬物流園發貨到四川省 阿壩市 汶川縣、理縣、茂縣、松潘縣、九寨溝縣、金川縣、小金縣、黑水縣、馬爾康市、壤塘縣、若爾蓋縣、紅原縣。 四川省,阿壩藏族羌族自治州 阿壩州旅游、水能、生物和礦產資源優勢明顯。世界自然遺產九寨溝、黃龍及臥龍·四姑娘山大熊貓棲息地等旅游景區聞名遐邇。有馬爾康卓克基土司官寨、松崗直波碉樓(含羌寨碉群)、松潘古城墻、壤塘棒托寺、錯爾機寺、營盤山和姜維城遺址、日斯滿巴碉房、阿壩州紅軍長征遺跡等8處(22個點)全國重點文物保護單位。黑水卡斯達溫、九寨溝舞、羌笛演奏及制作技藝、羌族瓦爾俄足節等12 項民族文化遺產列入非物質文化遺產目錄。獨特的藏、羌民族風情、神秘的藏傳佛教文化吸引了越來越多的中外游客。水能理論蘊藏量1933萬千瓦,可開發量1400萬千瓦,河流落差大,距離負荷中心近,年發電小時長,造價低。立體氣候明顯,日照充足,晝夜溫差大,是名、特、優、稀水果和反季節蔬菜良好的種植區。
以下是q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。
以下是:q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國的圖文介紹

山特金屬制品有限公司長期生產銷售: 四川阿壩橋式濾水管,我們崇尚團隊合作、在合作中共贏;我們相互尊重,相互信任,相互支持;團結就是力量 今天的我們還僅僅是一顆種子,需要每一位員工艱苦的付出與努力。創業維艱,為了建立公司的長青基業,今天我們統一思想,形成共識。我們愿與我們的客戶唇齒相依、榮辱與共、風雨同舟、共享豐盛。


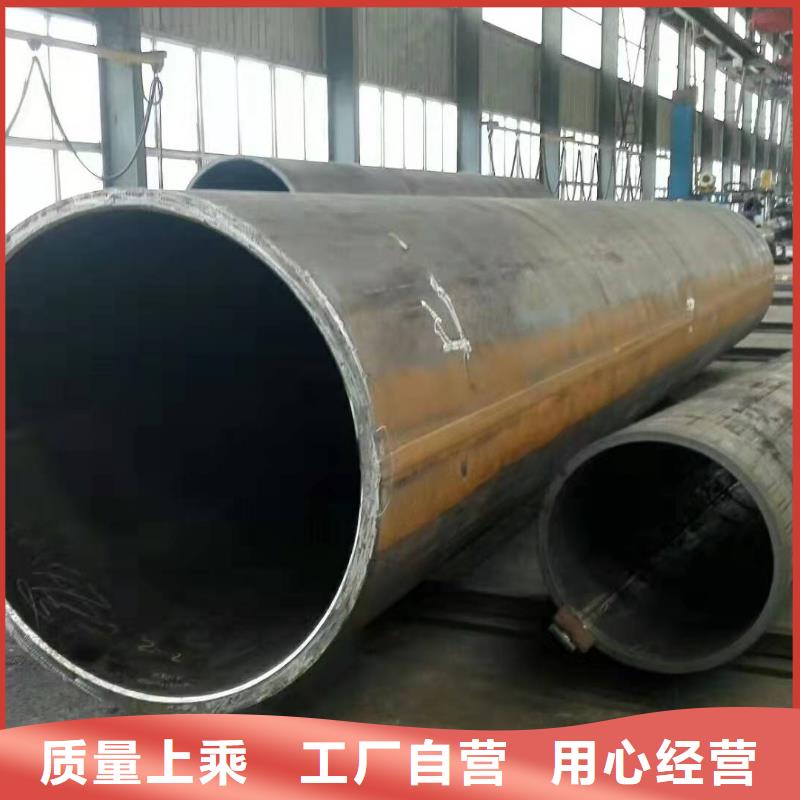
鋼板卷管鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。



鋼板卷管管節的卷制 在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定: 1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 2離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。


山特金屬有限公司小口徑鋼板卷管對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。 離管端200mm的對接縱縫處不得大于2mm。 3其他部位不得大于1mm。 卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 小口徑鋼板卷管焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。

總結 在四川省阿壩市采買q235b大口徑厚壁卷高溫管雙面埋弧探傷鋼板卷筒暢銷全國到山特金屬制品有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:張經理-15206358344,QQ:940273024,地址:《經濟開發區匯通國際金屬物流園》。