

為了給您提供更的冷拔管精密無縫鋼管工藝成熟產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:吉林通化冷拔管精密無縫鋼管工藝成熟的圖文介紹
精拉管業(通化市分公司)長期生產銷售 精拉無縫鋼管等多種型號產品,精拉管業(通化市分公司)一直堅持“誠信合作,共同發展”的經營理念,始終保持無縫鋼管價格合理,歡迎您的來電,我們將竭盡全力為您服務!



冷拔鋼管的品質把控,才可以性地開展生產制造實際操作,也是確保作業者生命的必定因素。主要用途關鍵于大跨距鋼結構網架、工程建筑鋼結構工程施工、電力工程及高壓輸變電工程項目、機械自動化、海底隧道、公路橋梁、(汽車站、飛機場、運動場館鋼結構工程施工)、市政管網、基本基礎打樁、水煤氣管道和公路建設等服務設施。
1、依據冷拔鋼管焊接方法技術規范核查焊條和助焊劑的規格型號是不是恰當,避免錯用焊條和助焊劑而導致電焊焊接事故。
2、對電焊焊接自然環境開展監管,當電焊焊接自然環境不太好(溫度小于0℃、空氣濕度超過90%)時要采取有效對策后開展電焊焊接。
3、預焊前先檢測焊縫規格,包含空隙、鈍邊、視角及錯口等是不是合乎加工工藝規定。
4、在埋弧全自動內外電焊焊接全過程中采用的電焊焊接電流量、電焊焊接工作電壓、電焊焊接速率等加工工藝主要參數是不是恰當。
5、監管電焊焊接工作人員在埋弧全自動內外電焊焊接時靈活運用冷拔鋼管管端引弧板長短,內外電焊焊接時引弧板的應用率,這有利于管子端尾電焊焊接品質。
6、監管電焊焊接工作人員在焊補時是不是先將爐渣整潔、是不是已完全解決連接頭,焊縫處是不是有機油、銹跡、渣、水、漆等廢棄物。
冷拔鋼管主要是根據支撐力減徑,中空對接焊縫沒有芯軸的持續冷軋而進行。
1、依據冷拔鋼管焊接方法技術規范核查焊條和助焊劑的規格型號是不是恰當,避免錯用焊條和助焊劑而導致電焊焊接事故。
2、對電焊焊接自然環境開展監管,當電焊焊接自然環境不太好(溫度小于0℃、空氣濕度超過90%)時要采取有效對策后開展電焊焊接。
3、預焊前先檢測焊縫規格,包含空隙、鈍邊、視角及錯口等是不是合乎加工工藝規定。
4、在埋弧全自動內外電焊焊接全過程中采用的電焊焊接電流量、電焊焊接工作電壓、電焊焊接速率等加工工藝主要參數是不是恰當。
5、監管電焊焊接工作人員在埋弧全自動內外電焊焊接時靈活運用冷拔鋼管管端引弧板長短,內外電焊焊接時引弧板的應用率,這有利于管子端尾電焊焊接品質。
6、監管電焊焊接工作人員在焊補時是不是先將爐渣整潔、是不是已完全解決連接頭,焊縫處是不是有機油、銹跡、渣、水、漆等廢棄物。
冷拔鋼管主要是根據支撐力減徑,中空對接焊縫沒有芯軸的持續冷軋而進行。



熱軋冷拔管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
45#冷拔管成品狀況為:內外壁亮光無氧化層,冷拔管光潔度很高,接受高壓、無泄漏、高精細、高光潔度、冷彎不變形、擴口、壓扁無裂縫、外表防銹處理,廣泛用于液壓體系用精細鋼管、注塑機用精細鋼管、液壓機用精細鋼管、船舶制作用鋼管、EVA發泡油壓機械、精細油壓裁斷機用無縫鋼管、制鞋機械、液壓設備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機械、鍛壓機械、壓鑄機械、工程機械、混泥土泵車用高壓鋼管、環衛車用、轎車行業、造船工業、金屬加工、軍工、柴油機、內燃機、空壓機、建筑機械、農林機械等 ,完全可以代替同規范的進口45#冷拔管.
45#冷拔管成品狀況為:內外壁亮光無氧化層,冷拔管光潔度很高,接受高壓、無泄漏、高精細、高光潔度、冷彎不變形、擴口、壓扁無裂縫、外表防銹處理,廣泛用于液壓體系用精細鋼管、注塑機用精細鋼管、液壓機用精細鋼管、船舶制作用鋼管、EVA發泡油壓機械、精細油壓裁斷機用無縫鋼管、制鞋機械、液壓設備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機械、鍛壓機械、壓鑄機械、工程機械、混泥土泵車用高壓鋼管、環衛車用、轎車行業、造船工業、金屬加工、軍工、柴油機、內燃機、空壓機、建筑機械、農林機械等 ,完全可以代替同規范的進口45#冷拔管.


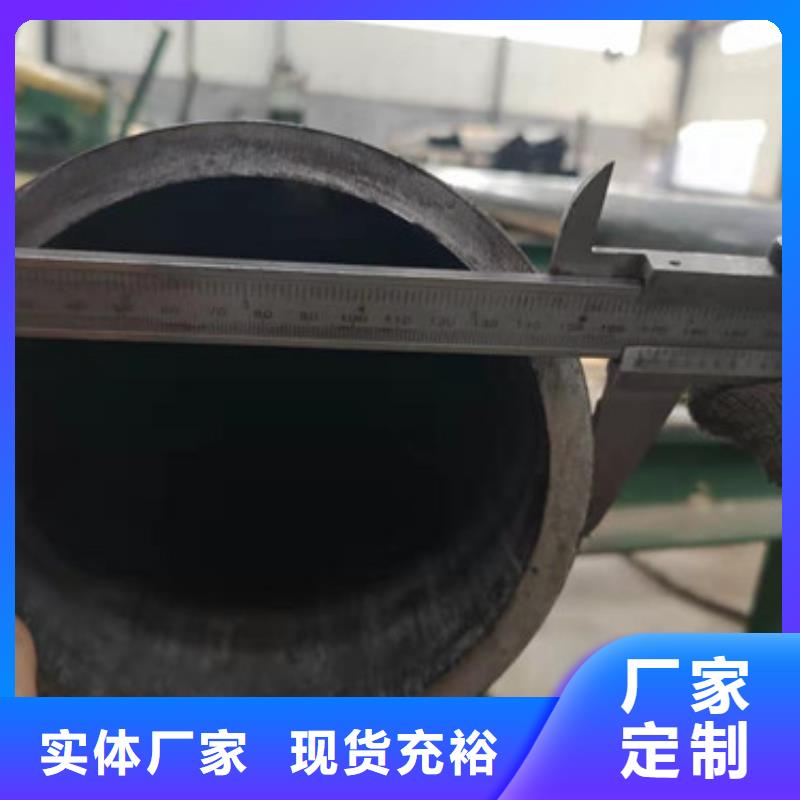
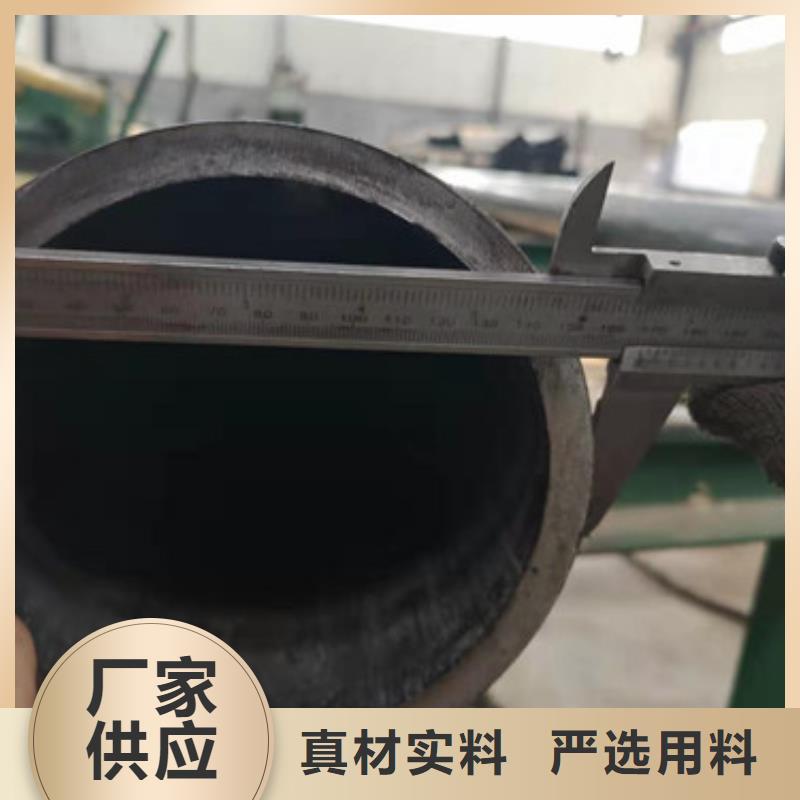
冷拔管的優質性主要是表現在哪些方面。精度高:外徑公差:±0.03mm;內徑公差:±0.02mm;厚度偏差:≤0.03mm;同心度:≤0.03mm;直線度:≤0.08mm/m。規格齊圓管、方矩管、異型管等均可依照客戶產品要求承制;承制范圍:外徑:Φ3mm ~ Φ158mm;厚度:0.3 mm ~ 10mm。
破壞性測試扣口,壓扁,扭曲,直線度,表面粗糙度等性能均在汽車行業用冷拔管標準之上;并可配合客戶產品設計要求承制。品質保障,外徑、內徑、厚度千分尺、游標卡尺、洛氏硬度器、粗糙度測量儀器等品質檢驗器材齊全,以“品質乃公司之血脈”為準則全力做到質檢合格。
冷拔管是具有很多的公差和尺寸的,只有冷拔管在進行制作的過程中才會達到一個公差的一個規范操作,由于冷拔管在進行制作的過程中是要進行公差的選擇的,這樣的話冷拔管在進行設計中才會有更好地效果。冷拔管一般在進行選擇公差的時候要保證常見的尺寸的規范性,還要注意冷拔管公差的各種的條件和市場的綜合的需求,這樣的話冷拔管在加工的時候就會保證比較好的效果。電位差計用的冷拔管型材斷面為“︼”型材重量30 g/m,斷面尺寸公差范圍為±0 07 mm.織機用的冷拔管型材斷面為“■”,斷面尺寸公差為±0.04mm,角度偏差小于0.5°,彎曲度為0.83×L。A1050、A1100、A3003、A6061、A6063(低、中強度合金)小型精密擠壓型材的小壁厚0.5mm,小斷面積20mm2.A5083、A2024、A7075、(中、高強度鋁合金)小型精密擠壓型材的小壁厚0.9mm,小斷面積110mm2。
破壞性測試扣口,壓扁,扭曲,直線度,表面粗糙度等性能均在汽車行業用冷拔管標準之上;并可配合客戶產品設計要求承制。品質保障,外徑、內徑、厚度千分尺、游標卡尺、洛氏硬度器、粗糙度測量儀器等品質檢驗器材齊全,以“品質乃公司之血脈”為準則全力做到質檢合格。
冷拔管是具有很多的公差和尺寸的,只有冷拔管在進行制作的過程中才會達到一個公差的一個規范操作,由于冷拔管在進行制作的過程中是要進行公差的選擇的,這樣的話冷拔管在進行設計中才會有更好地效果。冷拔管一般在進行選擇公差的時候要保證常見的尺寸的規范性,還要注意冷拔管公差的各種的條件和市場的綜合的需求,這樣的話冷拔管在加工的時候就會保證比較好的效果。電位差計用的冷拔管型材斷面為“︼”型材重量30 g/m,斷面尺寸公差范圍為±0 07 mm.織機用的冷拔管型材斷面為“■”,斷面尺寸公差為±0.04mm,角度偏差小于0.5°,彎曲度為0.83×L。A1050、A1100、A3003、A6061、A6063(低、中強度合金)小型精密擠壓型材的小壁厚0.5mm,小斷面積20mm2.A5083、A2024、A7075、(中、高強度鋁合金)小型精密擠壓型材的小壁厚0.9mm,小斷面積110mm2。



