


想要了解我們的無縫鋼管L245無縫鋼管產(chǎn)品細節(jié)參數(shù)產(chǎn)品嗎?別錯過這個產(chǎn)品視頻。它將通過生動的畫面和詳細的解說,讓您對產(chǎn)品有更深入的了解。
以下是:無縫鋼管L245無縫鋼管產(chǎn)品細節(jié)參數(shù)的圖文介紹
品細節(jié)參數(shù)")
品細節(jié)參數(shù)")
品細節(jié)參數(shù)")
品細節(jié)參數(shù)")
品細節(jié)參數(shù)")
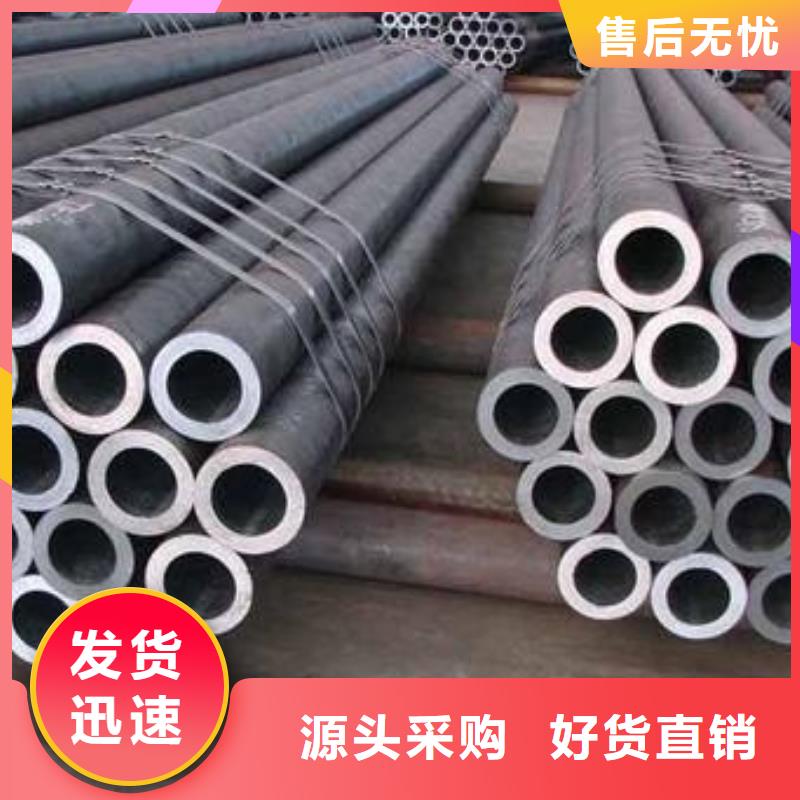
大理20G無縫鋼管的詳細介紹
優(yōu)良材質(zhì) 品質(zhì)過硬
品細節(jié)參數(shù)")
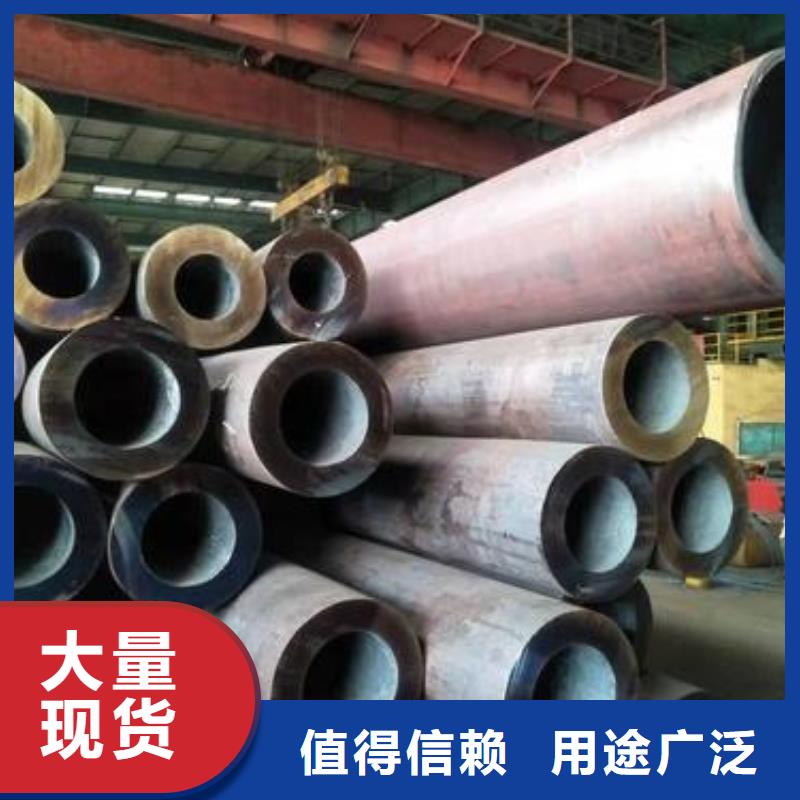
初步整圓階段27simn無縫鋼管圓度的控制
設備簡單且效率更高,初步整圓階段27simn無縫鋼管圓度的控制 27simn無縫鋼管擴徑是一種利用液壓或機械方式從鋼管內(nèi)壁加力使鋼管沿著徑向向外擴脹成型的壓力加工工藝。機械方式比液壓方式。世界上 進的幾條大口徑27simn無縫鋼管制管線擴徑工序都被采用,其工藝為:機械擴徑利用擴徑機端部的分瓣的扇形塊沿徑向擴張,使管坯沿長度方向以步進方式,分段實現(xiàn)全管長塑性變形的過程。分為5個階段 1初步整圓階段。扇形塊打開直到所有扇形塊都接觸到鋼管內(nèi)壁,此時步長范圍內(nèi)鋼管內(nèi)圓管中各點半徑大小都幾乎一致,鋼管得到初步整圓。2名義內(nèi)徑階段。扇形塊從前段位置開始降低運動速度,直到抵達要求位置,這個位置是質(zhì)量要求的成品管內(nèi)圓周位置。3彈復補償階段。扇形塊在2階段的位置開始進一步將低速度,直到抵達要求位置,這個位置是無縫方管工藝設計要求的彈復前鋼管內(nèi)圓周位置。4保壓穩(wěn)定階段。扇形塊在彈復前鋼管內(nèi)圓周位置一段時間保持不動,這是設備和擴徑工藝要求的保壓穩(wěn)定階段。5卸荷回歸階段。扇形塊從彈復前鋼管內(nèi)圓周位置開始迅速回縮,直到抵達初始擴徑的位置,這是擴徑工藝要求的扇形塊小收縮直徑。實際應用中,工藝簡化中,23步驟可以合并簡化,這對鋼管的擴徑質(zhì)量沒有影響。
設備簡單且效率更高,初步整圓階段27simn無縫鋼管圓度的控制 27simn無縫鋼管擴徑是一種利用液壓或機械方式從鋼管內(nèi)壁加力使鋼管沿著徑向向外擴脹成型的壓力加工工藝。機械方式比液壓方式。世界上 進的幾條大口徑27simn無縫鋼管制管線擴徑工序都被采用,其工藝為:機械擴徑利用擴徑機端部的分瓣的扇形塊沿徑向擴張,使管坯沿長度方向以步進方式,分段實現(xiàn)全管長塑性變形的過程。分為5個階段 1初步整圓階段。扇形塊打開直到所有扇形塊都接觸到鋼管內(nèi)壁,此時步長范圍內(nèi)鋼管內(nèi)圓管中各點半徑大小都幾乎一致,鋼管得到初步整圓。2名義內(nèi)徑階段。扇形塊從前段位置開始降低運動速度,直到抵達要求位置,這個位置是質(zhì)量要求的成品管內(nèi)圓周位置。3彈復補償階段。扇形塊在2階段的位置開始進一步將低速度,直到抵達要求位置,這個位置是無縫方管工藝設計要求的彈復前鋼管內(nèi)圓周位置。4保壓穩(wěn)定階段。扇形塊在彈復前鋼管內(nèi)圓周位置一段時間保持不動,這是設備和擴徑工藝要求的保壓穩(wěn)定階段。5卸荷回歸階段。扇形塊從彈復前鋼管內(nèi)圓周位置開始迅速回縮,直到抵達初始擴徑的位置,這是擴徑工藝要求的扇形塊小收縮直徑。實際應用中,工藝簡化中,23步驟可以合并簡化,這對鋼管的擴徑質(zhì)量沒有影響。
品細節(jié)參數(shù)")
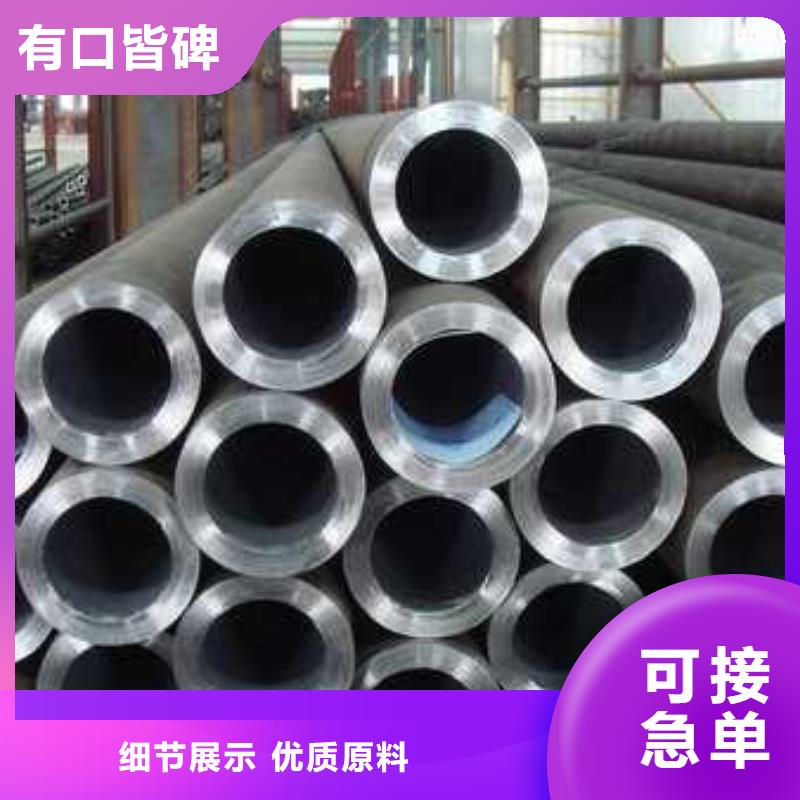
精選原材
品細節(jié)參數(shù)")
注重細節(jié)
品細節(jié)參數(shù)")
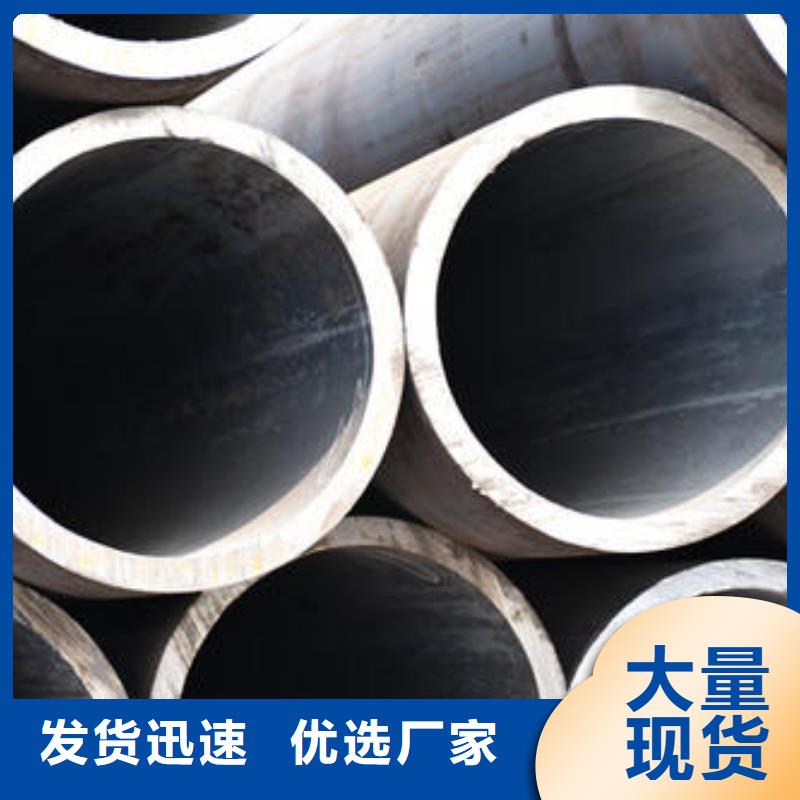
工序嚴控

品細節(jié)參數(shù)")
性能穩(wěn)定
定制批發(fā)
操作簡便
高性價比
實力廠家
優(yōu)良工藝
點擊查看碩鑫鋼管有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
