
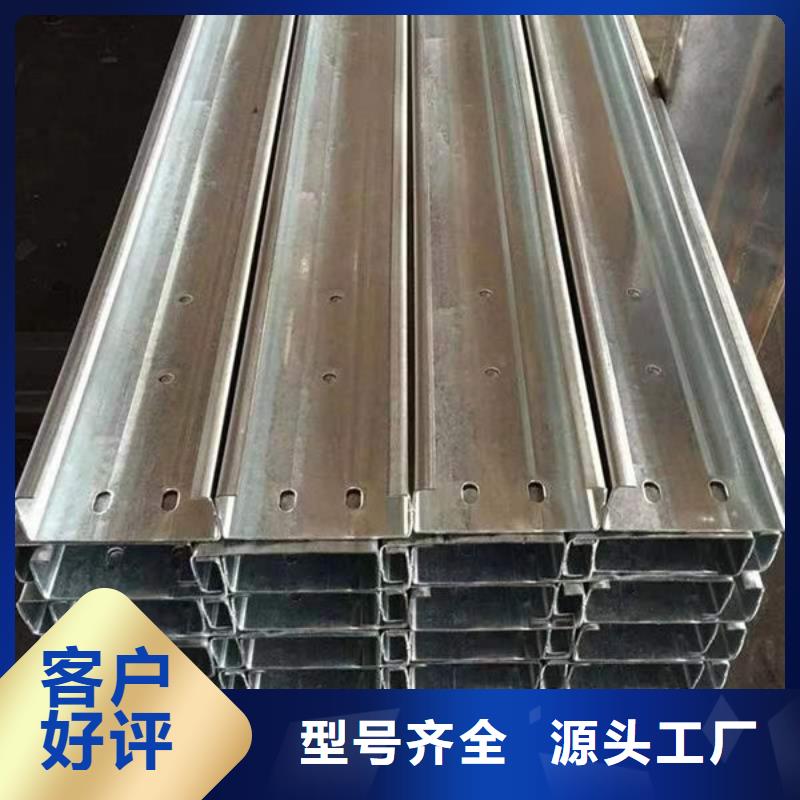







本溪螺旋鋼管貨場a. 成型過程中鋼板變形均勻殘余應(yīng)力小表面不產(chǎn)生劃傷。加工的螺旋鋼材在直徑和壁厚的尺寸規(guī)格范圍上有更大的靈活性尤其在生產(chǎn)高鋼級厚壁管特別是中小口徑厚壁管方面具有其他工藝無法比擬的優(yōu)勢 可滿足用戶在本溪螺旋鋼管規(guī)格方面更多的要求。b. 采用先進(jìn)的雙面埋弧焊的工藝,可在位置實現(xiàn)焊接,不易出現(xiàn)錯邊、焊偏和未焊透等缺陷容易控制焊接質(zhì)量。c. 對鋼管進(jìn)行的質(zhì)量檢查使鋼管鋼材生產(chǎn)的全過程均在有效的檢測、監(jiān)控之下,有效地保證了產(chǎn)品質(zhì)量。d. 整條生產(chǎn)線的全部設(shè)備具備與計算機(jī)數(shù)據(jù)采集系統(tǒng)聯(lián)網(wǎng)的功能實現(xiàn)數(shù)據(jù)即時傳輸由中央控制室對生產(chǎn)過程中的技術(shù)參數(shù)。
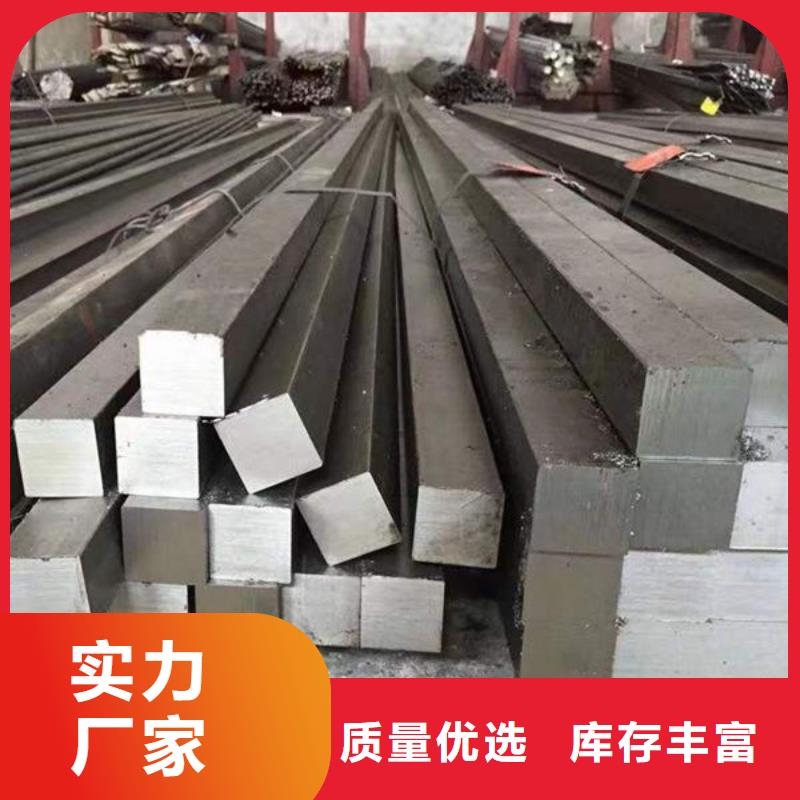
本溪線材是熱軋型鋼中斷面尺寸小的一種。在我國一般直徑5~9毫米共八種規(guī)格的成卷供應(yīng)的熱軋圓鋼稱為本溪線材。本溪線材因以盤卷交貨,故又稱為盤條。國外對本溪線材的概念和我國略有不同,除圓形斷面外也有其他形狀,其直徑由于需求情況和生產(chǎn)技術(shù)水平不同鋼材而不一致。根據(jù)軋機(jī)的不同可分為高速本溪線材(高線)和普通本溪線材(普線)兩種。
本溪線材一般用普通碳素鋼和優(yōu)質(zhì)碳素鋼制成。按照鋼材分配目錄和用途不同,本溪線材包括普通低碳鋼熱軋圓盤條、優(yōu)質(zhì)碳素鋼盤條、碳素焊條盤條、調(diào)質(zhì)螺紋盤條、制鋼絲繩用盤條、琴鋼絲用盤條以及不銹鋼盤條等。
本溪螺紋鋼強(qiáng)化技術(shù)目前國內(nèi)高強(qiáng)度鋼筋生產(chǎn)主要有余熱熱處理、超細(xì)晶粒和微合金化 3 種生產(chǎn)工藝。經(jīng)過余熱處理的鋼筋的可焊性、機(jī)械連接性能和施工使用性能較低,因而鋼筋的應(yīng)用范圍受了限制,但其生產(chǎn)成本較低;超細(xì)晶粒鋼筋的焊接性能較差,這是因為鋼材在焊接過程中,由于焊接熱的影響區(qū)晶粒會長大,從而使焊接接頭區(qū)域出現(xiàn)軟化的現(xiàn)象,使其強(qiáng)度降低; 微合金化工藝可使鋼筋具有強(qiáng)度高、焊接性能好、抗震性能優(yōu)等特點(diǎn),是產(chǎn)品性能 的高強(qiáng)度鋼筋生產(chǎn)工藝,采用微合金化技術(shù)也是國內(nèi)外發(fā)展高強(qiáng)度鋼筋的主要工藝技術(shù)路線之一。
本溪彩鋼瓦使用方法:清理基層→基面維修加固→涂刷首層防水底涂→鋪上增強(qiáng)型聚酯布→涂刷第二層防水底涂→涂刷系統(tǒng)密閉表涂→完工檢查修1、在本溪彩鋼瓦預(yù)處理基面上涂刷一防水底涂,夾心瓦尺寸,在其濕潤時鋪上預(yù)定規(guī)格的增強(qiáng)型聚酯布,并在其表面涂刷第二層防水底涂,南昌夾心瓦,保證涂層充分浸潤聚酯布并與一層底涂相匯接,夾心瓦鋼材報價,涂刷時可適當(dāng)用力確保涂層無氣泡、不褶皺。使整個防水系統(tǒng)與基面緊密貼合;2、待本溪彩鋼瓦整個防水系統(tǒng)表面完全干透后,再涂刷一層表面密閉隔離涂料。
