

縫鋼管合金管精心選材")
縫鋼管合金管精心選材")
友豐商貿(mào)有限公司深耕 湖南懷化無(wú)縫方管行業(yè),采用z u i新生產(chǎn)工藝,科學(xué)配比材料,全新生產(chǎn)技術(shù)工藝,如果您對(duì)我們的產(chǎn)品、技術(shù)或服務(wù)有興趣,隨時(shí)歡迎您的來(lái)電或上門咨詢。我們將以良好的質(zhì)量,合理的價(jià)格,快捷的工期服務(wù)客戶!
縫鋼管合金管精心選材")
縫鋼管合金管精心選材")
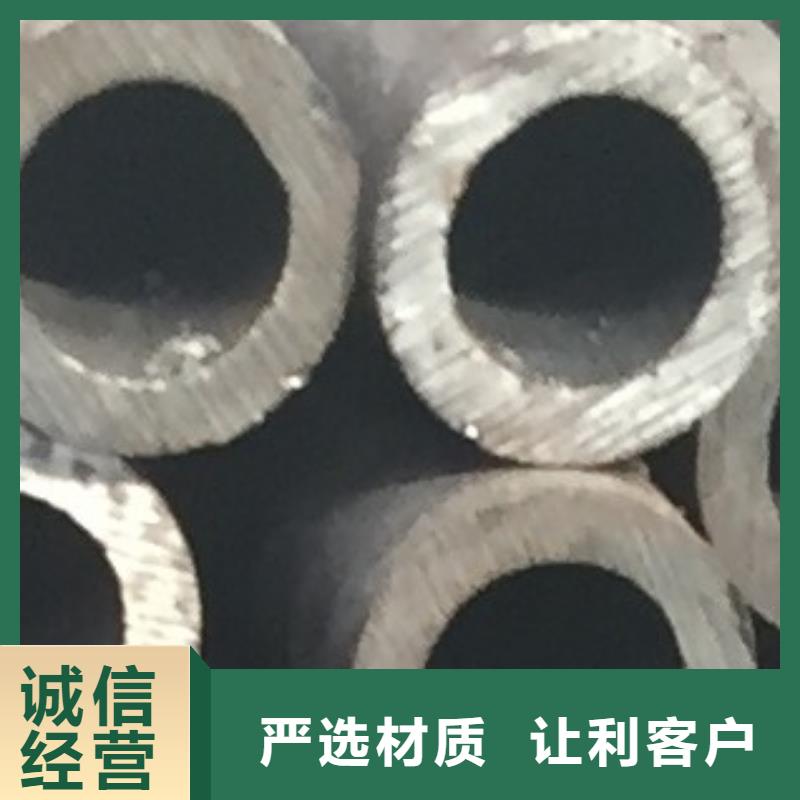
45#無(wú)縫鋼管檢測(cè)規(guī)范
一、無(wú)縫鋼管幾何尺寸及外形檢查:
1、無(wú)縫鋼管壁厚檢查:千分尺、超聲測(cè)厚儀,兩端不少于8點(diǎn)并記錄。
2、無(wú)縫鋼管外徑、橢圓度檢查:卡規(guī)、游標(biāo)卡尺、環(huán)規(guī),測(cè)出******點(diǎn)、***小點(diǎn)。
3、無(wú)縫鋼管長(zhǎng)度檢查:鋼卷尺、人工、自動(dòng)測(cè)長(zhǎng)。
4、無(wú)縫鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細(xì)線測(cè)每米彎曲度、全長(zhǎng)彎曲度。
5、無(wú)縫鋼管端面坡口角度和鈍邊檢查:角尺、卡板.
二、無(wú)縫鋼管表面質(zhì)量檢查:
1、人工肉眼檢查:照明條件、標(biāo)準(zhǔn)、經(jīng)驗(yàn)、標(biāo)識(shí)、無(wú)縫鋼管轉(zhuǎn)動(dòng)。
2、無(wú)損探傷檢查: 超聲波探傷UT、渦流探傷ET、磁粉MT和漏磁探傷、電磁超聲波探傷、滲透探傷。
縫鋼管合金管精心選材")
縫鋼管合金管精心選材")
45#無(wú)縫鋼管怎么焊接
打底選用H08CrMoVA焊絲,填充選用R317焊條。無(wú)縫鋼管材料息條件切段鋼管制作焊條比較靠適合氣焊。知道鋼管材質(zhì)才能選擇焊條或鋼管牌號(hào)幫電弧焊連接管道放劃線基礎(chǔ)按矯管材、切割料、坡口、組、焊接、清理焊渣等工序進(jìn)行施工坡口加工及清理。當(dāng)Ceq>0.4時(shí),焊接接頭淬硬傾向大,可能出現(xiàn)裂紋。而本次15Cr1MoVG的碳當(dāng)量值為0.515,可知15Cr1MoVG鋼的裂紋敏感性大,再加上焊縫的拘束應(yīng)力大,從而使焊接性變差,所以為保證焊接質(zhì)量,必須采取嚴(yán)格的焊接參數(shù),適當(dāng)?shù)暮盖邦A(yù)熱以及焊后熱處理等工藝措施。
以上是常見的無(wú)縫鋼管的焊接的主要的要點(diǎn)和主要的步驟,對(duì)于無(wú)縫鋼管焊接的過(guò)程中您還有什么其他的疑問(wèn)的話請(qǐng)聯(lián)系我們的技術(shù)人員進(jìn)行詳細(xì)去了解吧!
縫鋼管合金管精心選材")
縫鋼管合金管精心選材")
