


我們的防腐鋼管_【精密管】品牌專營產品視頻已經準備好,它將為您呈現產品的完美細節,讓您為之驚嘆不已。
以下是:防腐鋼管_【精密管】品牌專營的圖文介紹


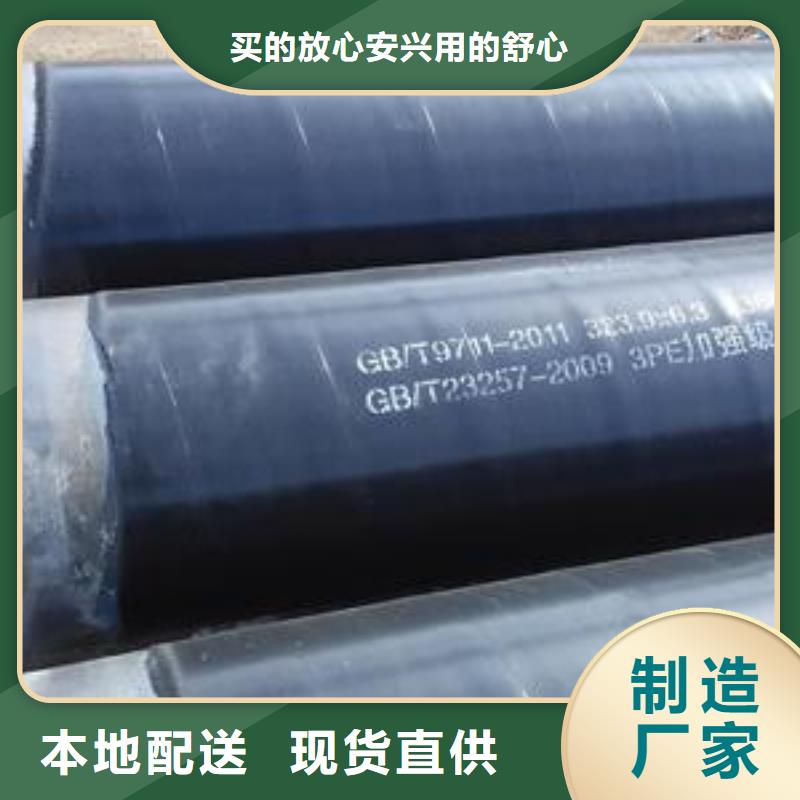
大家都知道3pe防腐鋼管的防腐層厚度直接關系著防腐效果,在這一點上 都是有明確要求的,因此一定要掌握防腐層厚度的檢測方法。目前3pe防腐鋼管厚度檢測常見的方法就是采用測厚儀進行測量。測厚儀是用來測量材料及物體厚度的儀表。在工業生產中常用來連續或抽樣測量產品的厚度(如鋼板、鋼帶、薄膜、紙張、金屬箔片等材料)。這類儀表中有利用α射線、β射線、γ射線穿透特性的放射性厚度計;有利用超聲波頻率變化的超聲波厚度計;有利用渦流原理的電渦流厚度計;還有利用機械接觸式測量原理的測厚儀等。
3pe防腐鋼管適合露天場合嗎?
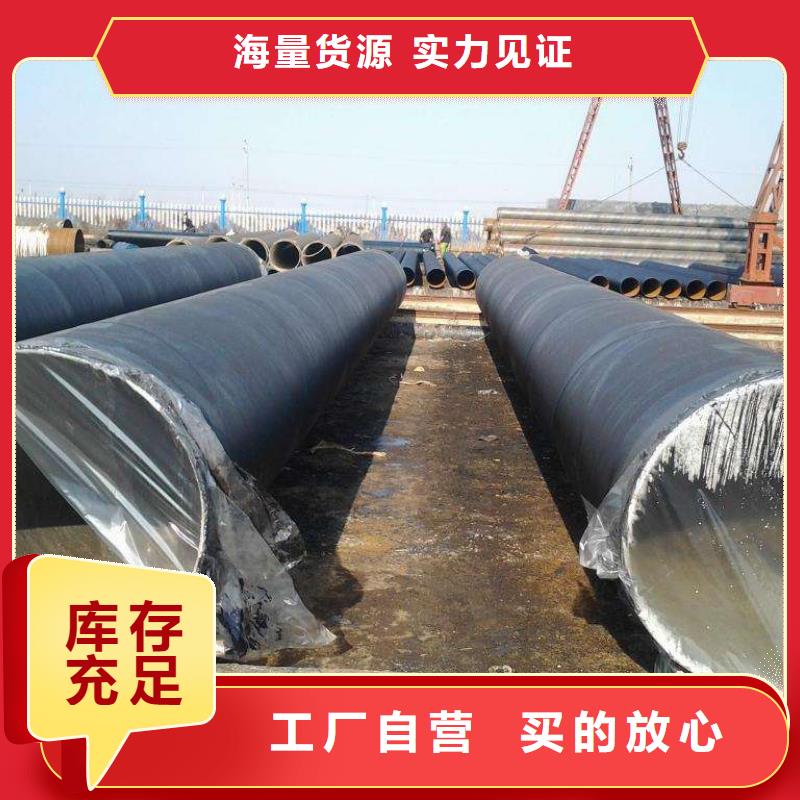
3pe防腐鋼管在進行存儲的時候適合露天場合嗎?這是很多防腐鋼管廠家都會頭疼的一個問題,如果用管單位不能及時提貨,防腐鋼管廠家必須進行存儲,如果進行露天存放,就會被暴曬,這樣勢必會影響3PE防腐鋼管的防腐效果,如果直接存放到車間內部,量小的還可以,如果量大的話,很難找到這樣大面積的場所,因此我公司建議用管單位一定要及時提貨,時間如果過長哪一個廠家都會收取一定的存儲費用。
3pe防腐鋼管適合露天場合嗎?
3pe防腐鋼管在進行存儲的時候適合露天場合嗎?這是很多防腐鋼管廠家都會頭疼的一個問題,如果用管單位不能及時提貨,防腐鋼管廠家必須進行存儲,如果進行露天存放,就會被暴曬,這樣勢必會影響3PE防腐鋼管的防腐效果,如果直接存放到車間內部,量小的還可以,如果量大的話,很難找到這樣大面積的場所,因此我公司建議用管單位一定要及時提貨,時間如果過長哪一個廠家都會收取一定的存儲費用。



鑫邦源特鋼有限公司以服務廣大 浙江紹興輸送管客戶為宗旨,面對日漸殘酷的競爭市場與逐步完善的 浙江紹興輸送管市場機制,對我公司內部各方面進行了調整,優化了公司各部門之間的協同作戰及協調能力。采取靈活多變的措施,努力做到適應市場的變化節奏,減少中間環節,提高勞動效率,給客戶以真誠、的回報,以答謝新老客戶的厚愛。


聚氨酯保溫鋼管和傳統的鋼管相比有哪些優點
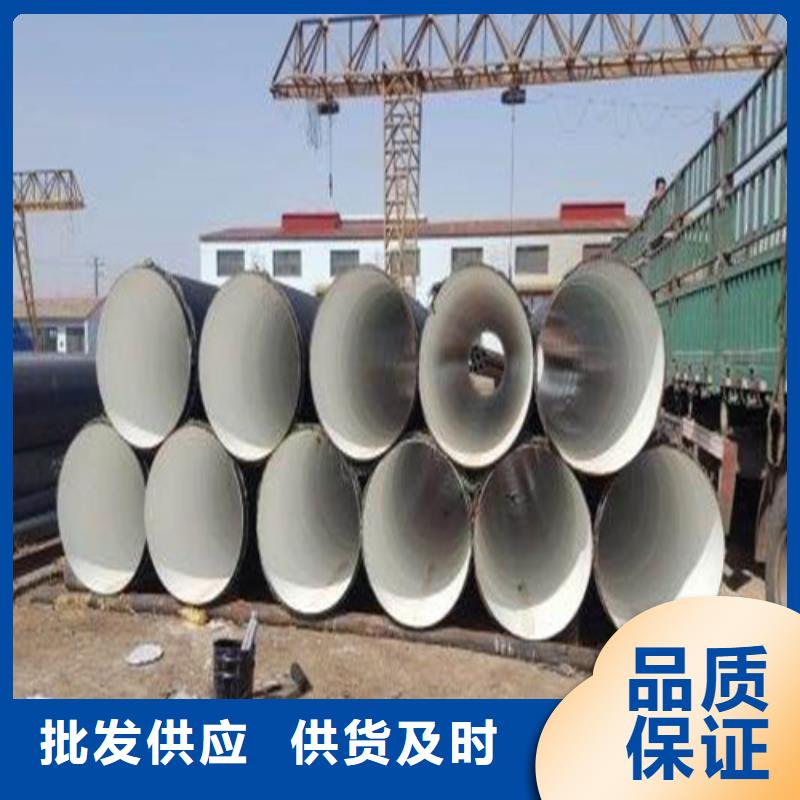
直埋保溫管道因為規劃巧妙,裝置簡潔,節能環保,價格合理等特點在我國的保溫商場上占有了一方座位,并且我國直埋保溫管道的商場需求量越來越大,并且發展的速度非常迅猛。現如今,聚氨酯直埋保溫管已經逐步的受到了人們的了解和認可,愈來愈多的人了解到了聚氨酯直埋保溫管的用處。聚氨酯直埋保溫管廣泛用于液體、氣體的運送管網,化工管道保溫工程石油、化工、集中供、中央空調通風管道、市政工程等。
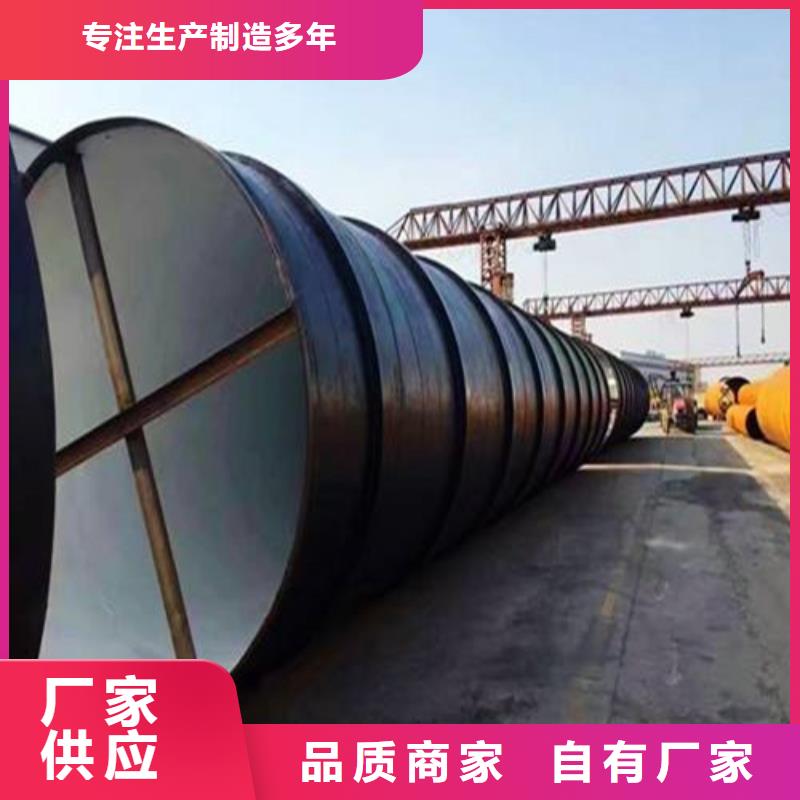
聚氨酯直埋保溫管不只具有傳統地溝和架空敷設管道難以比較的先進技能、有用功用,并且還具有明顯的社會效益和經濟效益,也是供熱節能的有力辦法。聚氨酯直埋保溫管不只具有傳統地溝和架空敷設管道難以比較的先進技能、有用功用,并且還具有明顯的社會效益和經濟效益,也是供熱節能的有力辦法。聚氨酯硬泡打破了傳統建材功用單一--防水的不保溫、保溫的不防水,防水層一旦呈現滲漏保溫層隨即失掉保溫功用的通。聚氨酯保溫管可設置報警體系,主動檢測管網滲漏毛病,指示毛病方位并主動報警。經多年使用實踐中和有關檢測中心檢測使用壽命可達三十年以上。
直埋保溫管道因為規劃巧妙,裝置簡潔,節能環保,價格合理等特點在我國的保溫商場上占有了一方座位,并且我國直埋保溫管道的商場需求量越來越大,并且發展的速度非常迅猛。現如今,聚氨酯直埋保溫管已經逐步的受到了人們的了解和認可,愈來愈多的人了解到了聚氨酯直埋保溫管的用處。聚氨酯直埋保溫管廣泛用于液體、氣體的運送管網,化工管道保溫工程石油、化工、集中供、中央空調通風管道、市政工程等。
聚氨酯直埋保溫管不只具有傳統地溝和架空敷設管道難以比較的先進技能、有用功用,并且還具有明顯的社會效益和經濟效益,也是供熱節能的有力辦法。聚氨酯直埋保溫管不只具有傳統地溝和架空敷設管道難以比較的先進技能、有用功用,并且還具有明顯的社會效益和經濟效益,也是供熱節能的有力辦法。聚氨酯硬泡打破了傳統建材功用單一--防水的不保溫、保溫的不防水,防水層一旦呈現滲漏保溫層隨即失掉保溫功用的通。聚氨酯保溫管可設置報警體系,主動檢測管網滲漏毛病,指示毛病方位并主動報警。經多年使用實踐中和有關檢測中心檢測使用壽命可達三十年以上。



防腐管道的焊接和試驗評,焊接性及其試驗評定
1.焊接:通過加熱或加壓,加或不加填充材料,使兩個物體進行原子間的結合形成不可分割的整體的工藝過程。
2.焊接性:指同質材料或異質材料在制造工藝條件下,能夠焊接形成完整接頭并滿足預期使用要求的能力。
3.影響焊接性的四大因素是:材料,設計,工藝及服役環境。
4.評定焊接性的原則主要包括:①評定焊接接頭產生工藝缺陷的傾向,為制定合理焊接工藝提供依據;②評定焊接接頭能否滿足結構使用性能的要求;設計新的焊接試驗方法就符合下述原則:可比性,針對性,再現性和經濟性。
5.碳當量:把鋼中合金元素的含量按相當于若干碳含量折算并疊加起來,作為粗略評定鋼材冷裂紋傾向的參數指標。
6.斜Y型坡口對接裂紋試驗:目的是主要用于鑒定低合金高強鋼 層焊縫和HAZ形成冷裂紋傾向,也可用于擬定焊接工藝。1)試件制備,被焊鋼材板厚δ=9-38mm。對接接頭坡口用機械方法加工,試板兩端各在60mm范圍內施焊拘束焊縫,采用雙面焊。注意防止角變形和未焊透。保證中間待焊試樣焊縫處有2mm間隙。2)試驗條件:試驗焊縫選用的焊條就與母材相匹配,所用焊條應嚴格烘干,焊條直徑4mm,焊接電流(170±10)A,焊接電壓(24±2)V,焊接速度(150±10)mm/min。試驗焊縫可在各種不同溫度下施焊,試驗焊縫只焊一道,不填滿坡口。焊后靜置和自然冷卻24h后截取試樣和進行裂紋檢測。3)檢測與裂紋條率計算。用肉眼或手持5-10倍放大鏡來檢測焊縫和熱影響區的表面和斷面是否有裂紋。一般認為低合金鋼“小鐵研”試驗表面裂紋率小于20%時,一般不產生裂紋。
7.插銷試驗:目的,主要評定鋼材的氫致延遲裂紋傾向,附加其他設備,也可以測定再熱裂紋敏感性和層狀敏感性。1)試件制備,將被焊鋼材加工或圓柱的插銷試棒,沿軋制方向取樣并注明插銷在厚度方向的位置。試棒上端附近有環形或螺形缺口。將插銷試棒插入底板相應的孔中,使帶缺口一端與底板表面平齊。對于環形缺口的插銷試棒,缺口與端面的距離a應使焊道熔深與缺口根部所截平面相切或相交,但缺口根部圓周被熔透的部分不得超過20%。對于低合金鋼,a值在焊接熱輸入為E=15KJ/cm時為2mm。2)試驗過程,按選定的焊接方法和嚴格控制的工藝參數,在底板上熔一層堆焊焊道,焊道中心線通過試樣的中心,其熔深應使缺口 位于熱影響區的粗晶區,焊道長度L約100-150mm。施焊時應測定800-500℃的冷卻時值t8/5值,不預熱焊接時,焊后冷卻至100-150℃時加載;焊前預熱時,應在高于預熱溫度50-70℃時加載。載荷應在1min之內且在冷卻至100℃或高于預熱溫度50-70℃之前施加完畢。如有后熱,應在后熱之前加載。當試棒加載時,插銷可能在載荷持續時間內發生斷裂,記下承載時間。
1.焊接:通過加熱或加壓,加或不加填充材料,使兩個物體進行原子間的結合形成不可分割的整體的工藝過程。
2.焊接性:指同質材料或異質材料在制造工藝條件下,能夠焊接形成完整接頭并滿足預期使用要求的能力。
3.影響焊接性的四大因素是:材料,設計,工藝及服役環境。
4.評定焊接性的原則主要包括:①評定焊接接頭產生工藝缺陷的傾向,為制定合理焊接工藝提供依據;②評定焊接接頭能否滿足結構使用性能的要求;設計新的焊接試驗方法就符合下述原則:可比性,針對性,再現性和經濟性。
5.碳當量:把鋼中合金元素的含量按相當于若干碳含量折算并疊加起來,作為粗略評定鋼材冷裂紋傾向的參數指標。
6.斜Y型坡口對接裂紋試驗:目的是主要用于鑒定低合金高強鋼 層焊縫和HAZ形成冷裂紋傾向,也可用于擬定焊接工藝。1)試件制備,被焊鋼材板厚δ=9-38mm。對接接頭坡口用機械方法加工,試板兩端各在60mm范圍內施焊拘束焊縫,采用雙面焊。注意防止角變形和未焊透。保證中間待焊試樣焊縫處有2mm間隙。2)試驗條件:試驗焊縫選用的焊條就與母材相匹配,所用焊條應嚴格烘干,焊條直徑4mm,焊接電流(170±10)A,焊接電壓(24±2)V,焊接速度(150±10)mm/min。試驗焊縫可在各種不同溫度下施焊,試驗焊縫只焊一道,不填滿坡口。焊后靜置和自然冷卻24h后截取試樣和進行裂紋檢測。3)檢測與裂紋條率計算。用肉眼或手持5-10倍放大鏡來檢測焊縫和熱影響區的表面和斷面是否有裂紋。一般認為低合金鋼“小鐵研”試驗表面裂紋率小于20%時,一般不產生裂紋。
7.插銷試驗:目的,主要評定鋼材的氫致延遲裂紋傾向,附加其他設備,也可以測定再熱裂紋敏感性和層狀敏感性。1)試件制備,將被焊鋼材加工或圓柱的插銷試棒,沿軋制方向取樣并注明插銷在厚度方向的位置。試棒上端附近有環形或螺形缺口。將插銷試棒插入底板相應的孔中,使帶缺口一端與底板表面平齊。對于環形缺口的插銷試棒,缺口與端面的距離a應使焊道熔深與缺口根部所截平面相切或相交,但缺口根部圓周被熔透的部分不得超過20%。對于低合金鋼,a值在焊接熱輸入為E=15KJ/cm時為2mm。2)試驗過程,按選定的焊接方法和嚴格控制的工藝參數,在底板上熔一層堆焊焊道,焊道中心線通過試樣的中心,其熔深應使缺口 位于熱影響區的粗晶區,焊道長度L約100-150mm。施焊時應測定800-500℃的冷卻時值t8/5值,不預熱焊接時,焊后冷卻至100-150℃時加載;焊前預熱時,應在高于預熱溫度50-70℃時加載。載荷應在1min之內且在冷卻至100℃或高于預熱溫度50-70℃之前施加完畢。如有后熱,應在后熱之前加載。當試棒加載時,插銷可能在載荷持續時間內發生斷裂,記下承載時間。
