電動密集架現貨價格、電動密集架拆裝維修
更新時間: 2024-12-28 14:41:43 瀏覽次數:1
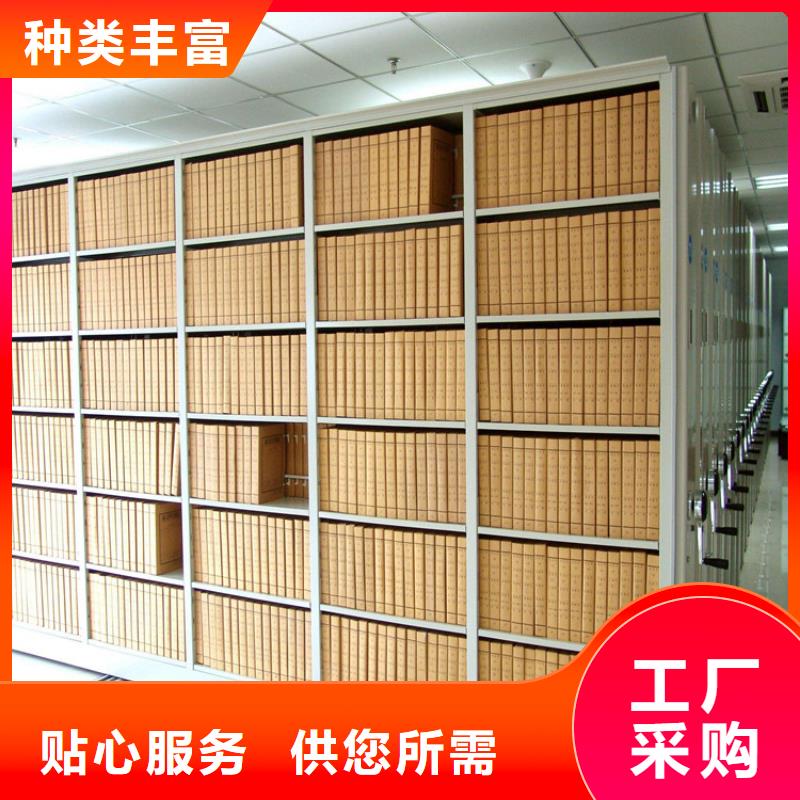
我們的現場實拍視頻將帶您走進電動密集架現貨價格、電動密集架拆裝維修產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:電動密集架現貨價格、電動密集架拆裝維修的圖文介紹


節型、架高、架寬、層數和列數均可按用戶需要選定。底架一般分為組合式,加工精度高,具有對接互換性,便于運輸和安裝。軌道采用20x20方鋼制作,有鍍鋅的,不銹鋼管套的,可根據客戶需求而定。擱板與扣勾的支承板,組合后平穩牢固,層與層的間距根據需要可自由。 每層擱板均勻受重,單面為50kg、雙面可達100kg,如需要增大負重,可專門設計。由于辦公密集柜體積較大,因此我們在使用之前要先考慮密集架的擺放位置。,內置壓縮機組的辦公密集柜還要保證密集架頂上要留有足夠的空間散熱,而且側壁不能緊挨墻壁,避免密集架因清潔和散熱而產生各種小毛病。 密集柜的使用說明及保養開啟操作:整個列組在并列時,前后兩列都安裝有鎖定機構,先打開總鎖,然后把單列鎖定機構的開關扳手撥至開的位置,方能進行搖動操作。操作移動第三列移動密集檔案架的時候,也應把單列鎖定機構的開關扳手撥至開的位置。 搖把的操作:搖把為自動掛脫式機構,只有放倒搖把手柄,起搖至掛檔時,就可搖動,使架體搖開至需要距離,就可以進行取卷閱檔工作。為起見,可以先行鎖定,把單列鎖定機構的開關扳手撥至關的位置,把架體固定在導軌上。



鑫泉柜業有限公司擁有一批經驗豐富的技術人員。公司是一家專業從事 四川涼山資料密集柜的公司。鑫泉柜業有限公司是以“精準、誠信、專業、”為公司施工和服務理念,公司多年以來一直專注于 四川涼山資料密集柜研究工作,技術力量雄厚、經驗豐富。公司以完善到位的專業化技術贏得了省內外項目業主的信賴和好評,公司在堅持技術創新的基礎上,狠抓質量管理,不斷提高服務水平,實現了公司業務的良性發展。我們熱誠歡迎省內外客戶及業內人士來我公司考察,參觀、指導及技術交流!


防護裝置:
1、架體達到防碰撞、防塵、防光、防傾倒、防水、防鼠、防盜、防底盤脫軌、頂部防水等效果。
2、密封裝置:要求采用橡塑磁性密封條,以緩沖架體碰撞,降低架體聚合時發出的聲響。
3、防倒裝置:要求在每列密集架底盤上裝鉤,并軌道相連,防止架體傾倒。
4、防位裝置:架體底部設有防鼠裝置,以防鼠患,為防止底盤脫軌,要求在軌道末端安裝該裝置。
5、預埋式軌道:要求采用20*25-45#冷軋方鋼外套不銹鋼管。為保證所鋪設軌道的水平度,保證密集架穩定運行,安裝時使用水準儀鋪設軌道,技術標準達到:每兩條軌道平行偏差<1.5mm。 (五)安裝要求:
1、軌道安裝后在任意1m長度內,水平度偏差不大于1.0mm,全長不大于1.5m,兩根軌道平行度不大于1.5mm。
2、密集架安裝完成后,在全負載情況下,各列密集架都應運行自如,不得有阻滯現象,單列運行手柄搖力不大于12N。
3、各列間均安裝防塵蓋條,橡塑磁力密封條。 4、產品各零件、組合件之間應能保證互換性。
5、所有投標設備均須按庫房實際情況制作生產,負責送貨上門,驗收合格后負責安裝、調試至 效果。
1、投標單位開標現場需提供材料小樣,如底盤、立柱、擱板、側板、面門等,材料要求噴塑前后各一套,采購方將料樣封存,以便驗收。
2、密集架所用鋼板為優質冷軋鋼板,不允許使用鋼帶,中標方在購進原材料需經用戶驗收,生產過程中用戶方到中標方實地檢驗材料厚度及生產工藝。



隨著密智能密集架術不斷發展,如今智能密集架也應用于其他地方,例如存放古董、字畫、收藏品以及藝術品等等。那么智能密集架的未來發展前景如何呢。智能密集架未來幾年將發生巨變,客觀上來講的智能密集架還沒有形成大的規模,成長需要一定的時間。 近幾年來,關于辦公家具的環保越來越受到人們的重視,作為一個上班族,可能我們每天大多數時間都是在辦公室中度過的,因此一個好的辦公環境更加有助于職員的身體。要想建立一個好的辦公環境,可謂和辦公家具的好壞有著直接的關系。 下面由小編給大家講解一下低碳環保的密集柜的在使用中有哪些好處:環保低碳的密集柜不僅具有優良的環境性能,而且還能限度的節約材料和資源,在整個生產流程中都體現出了綠色的理念。并且綠色低碳的密集柜可用的產品壽命遠遠超過了普通的密集柜產品的生命周期,其中就包括了使用消費及銷售服務、低碳工業園環境、包裝、運輸、原材料制備與生產、產品設計及制造、回收處理及再利用等七個過程。 密集柜在生產的過程中,盡可能的材料的使用量和種類,是對于一些稀有昂貴的材料或是有材料都很少用,只要不影響密集柜的基本功能,對于其產品結構應該盡可能的簡化,并且合理使用材料,使得其中的零部件可以限度的被使用。


表面要求:除油、去銹處理工藝:工件表面的油污、銹斑及氧化層,經化學法脫脂后,沒有油脂、浮濁液等污物,其表面被水。酸洗后的工件,沒有目視可見的氧化物、銹斑等腐蝕現象,其表面色澤基本均勻。 磷化處理工藝:磷化處理主要采用浸漬法進行。磷化處理以鋅鈣的鹽為主要成份溶液,經磷化槽液的配制、,按工藝規程要求進行。磷化后的工件,采用流動水清洗,工件表面的清洗質量,同時采用熱的絡酸溶液作封閉處理。 工件經磷化、水洗后,采用烘處理干燥后方可噴塑。經磷化處理后的工件與噴塑時間相隔一般不超過24小時。磷化膜外觀:磷化后工件的顏色為灰色,膜層結晶致密,連續和均勻。膜層厚度一般控制為5毫米。磷化表面檢驗,采用檢驗溶液,觀察滴液從天蘭色變為淡或淡紅色,并在規定時間內不變色。 成品入庫轉入噴塑工序。靜電噴塑工藝:塑粉經高頻、高壓靜電設備噴涂固化成膜。固化溫度控制在180℃,時間控制在10~15分鐘范圍內。顏色要求,色澤一致,塑面均勻光滑、無劃傷。檢驗標準:A、厚度:45—50微米按磁性測厚儀B、附著力:2級按C、抗沖擊:45-50kg/cm按D、光澤:﹥85%按E、外觀:沒有明顯流痕、漬痕、氣泡。