您的位置>首頁 >海口本地產品推薦News >
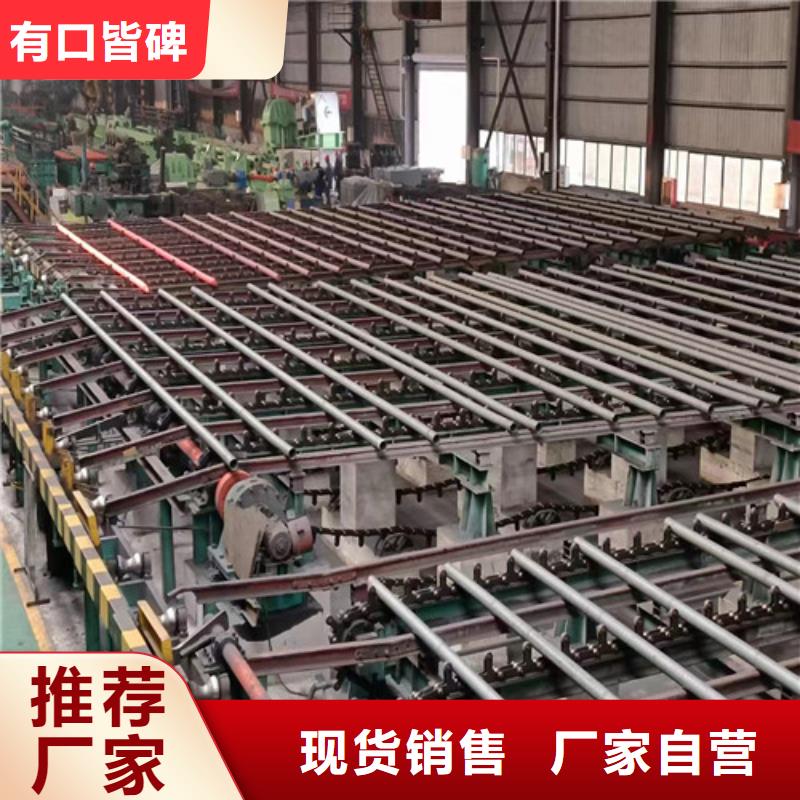
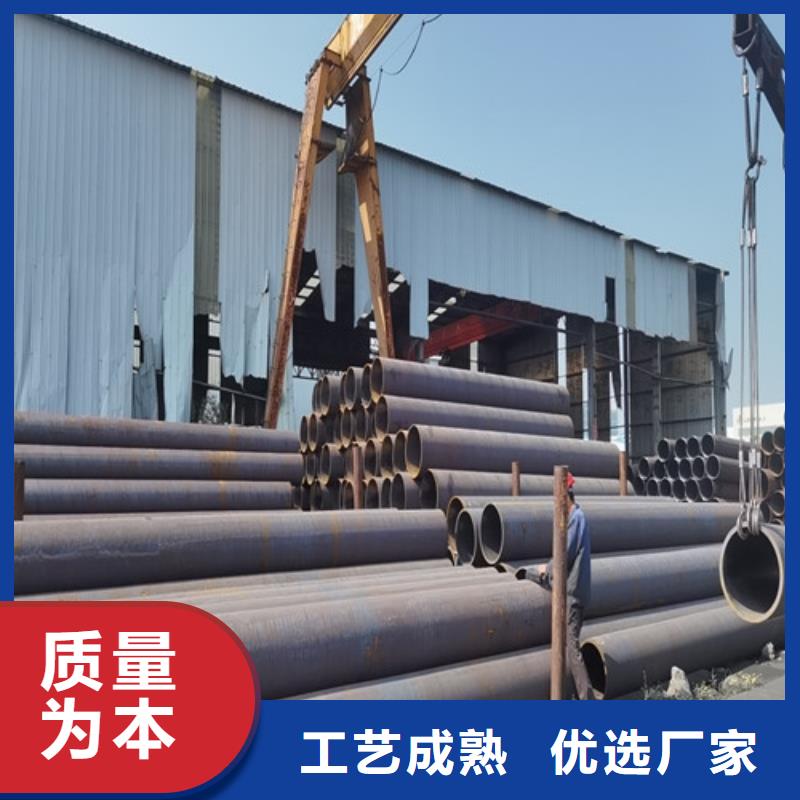
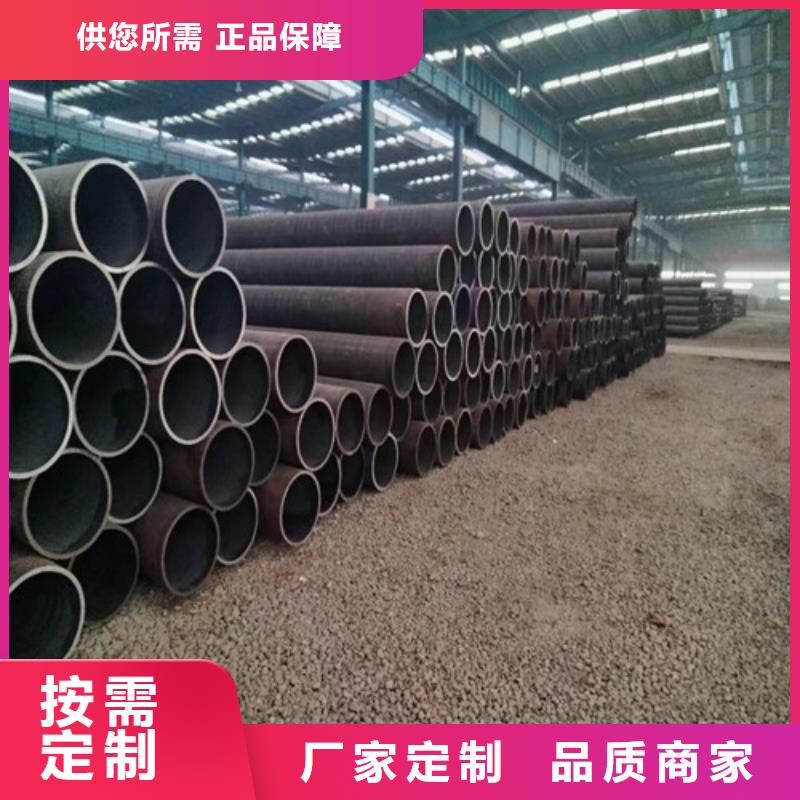
20號無縫鋼管廠家直售
更新時間: 2024-12-29 10:41:48 瀏覽次數:27
以下是:20號無縫鋼管廠家直售的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/米 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 99899 |
|---|
| 運費說明 | 電議 |
|---|
| 材質 | 多種材質 |
|---|
| 可定制 | 1-12米 |
|---|
| 型號 | 齊全 |
|---|
以下是:20號無縫鋼管廠家直售的圖文視頻
導讀 在海南省海口市采買20號無縫鋼管廠家直售到九晨鋼鐵制造有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:顏世林-15552151098,QQ:1499276480,地址:《聊城大渡口區建橋大道發貨到海南省 海口市 秀英區、龍華區、瓊山區、美蘭區》。 海南省,海口市 海口市被世界衛生組織選定為中國個“世界城市”試點地。海口擁有“中國魅力城市、中國幸福感城市、中國十大美好生活城市、中國投資潛力城市、中國旅游城市、歷史文化名城、全國文明城市、全國雙擁模范城市”等榮譽稱號。
。
鋼有強化鋼表面作,而鋼砂則有刻蝕鋼表面作。鋼砂和鋼混合磨料(通常鋼硬度為40~50HRC,鋼砂硬度為50~60HRC可于鋼表面,即使是在C級和D級銹蝕鋼表面上,除銹效果也很好。3磨料粒及比為獲得較好均勻清潔度和粗糙度分布,磨料粒及比設計相當重要。
粗糙度太大易造成防腐層在錨紋尖峰處變薄;同時由于錨紋太深,在防腐過程中防腐層易形成氣泡,嚴重影響防腐層性能。粗糙度太小會造成防腐層附著力及耐沖擊強度下降。對于嚴重內部點蝕,不能僅靠大顆粒磨料度沖擊,還必須靠小顆粒打磨掉腐蝕產物來達到清理效果,同時合理比設計不僅可減緩磨料對管道及噴嘴(葉片)磨損,而且磨料利率也可大大提高。
通常,鋼粒為0.8~3mm,鋼砂粒為0.4~0mm,其中以0.5~0mm為主要成分。砂比一般為5~8。該注意是在實際操作中,磨料中鋼砂和鋼理想比例很難達到,因是硬而易碎鋼砂比鋼破碎率高。為此,在操作中不斷抽樣檢測混合磨料,根據粒分布情況,向除銹機中摻入新磨料,而且摻人新磨料中,鋼砂數量要占主要。






總結 九晨鋼鐵制造有限公司【13963556003】在海南省海口市本地專業從事20號無縫鋼管廠家直售,價格低,發貨快,效果好 ([城市群])可送貨上門。