





使用數控鋼筋彎曲中心,建議大家每周都對設備進行一個簡單的維護,對設備進行維護可以保證設備運行流暢,也能使數控鋼筋彎曲中心更加穩定。
一鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。
一全自動金屬帶鋸床主要技術規格:

6、送料長度尺寸由光柵尺檢測定位,光柵尺檢測有效范圍500mm。
7、昆侖DOP人機界面支持雙通訊口聯機功能,可同時連接2種不同通訊格式的控制器,架構多機聯機網絡。
8、臺達DVP可編程控制器,全自動控制。
9、送料長度檢測深圳埃莫特光柵尺。
10、材料夾緊采用油缸夾緊。
11、可同時疊加多根材料鋸切。
12、線速度根據不同材料鋸切,給定不同線速度,達到不同的鋸切效率。
GB4250主要特點:
切削速度液壓控制,無極調速
導向塊結構科學合理,延長鋸條的使用壽命
雙立柱結構,操作平穩
鋸切穩定,精度高
 保質保量:漯河鋼筋鋸切機
保質保量:漯河鋼筋鋸切機
鋸弓應緩慢,不得沖擊放下來時。在切割過程中嚴禁操作人員離開崗位,嚴禁戴手套。每班必須斷開電源,打開護罩,取出帶到鋸輪附近的芯片,進行日常維護和清潔工作。 尤其需要注意的是:拆卸下來的螺絲釘一定要放在專門的盒內,以免丟失,裝配后,盒內的東西應全部用上,否則裝配不完整。帶鋸床切割精度的高低與帶鋸條有著直接的關系。首先新的帶鋸條要磨合,做磨合切削目的是為了鋸齒在加工后余留的細誤差。做到鋸齒兩側向側面凸出的分齒量相等,鋒利的齒刃毛刺被自然磨除掉,已得到適合 切削的齒刃。其次帶鋸床進給量過大,使齒尖過早的大能量切削,鋸齒負載過重被卷刃、鈍化,分齒量也隨之遭到損壞。在這種情況下,被鈍化的鋸齒,已經達不到鋒利鋸齒切削順暢的能力,造成鋸切時工件表面比較粗糙。
鋸切精度低,但鋸的穩定性取決于鋸條的張力、鋸條的長度、進給方向和導向裝置。帶鋸機是帶鋸機的導向裝置,它的作用是縮短鋸條工作邊的自由長度,提高鋸條的剛性,減小鋸條橫向振動的幅度,使鋸條保持平直。
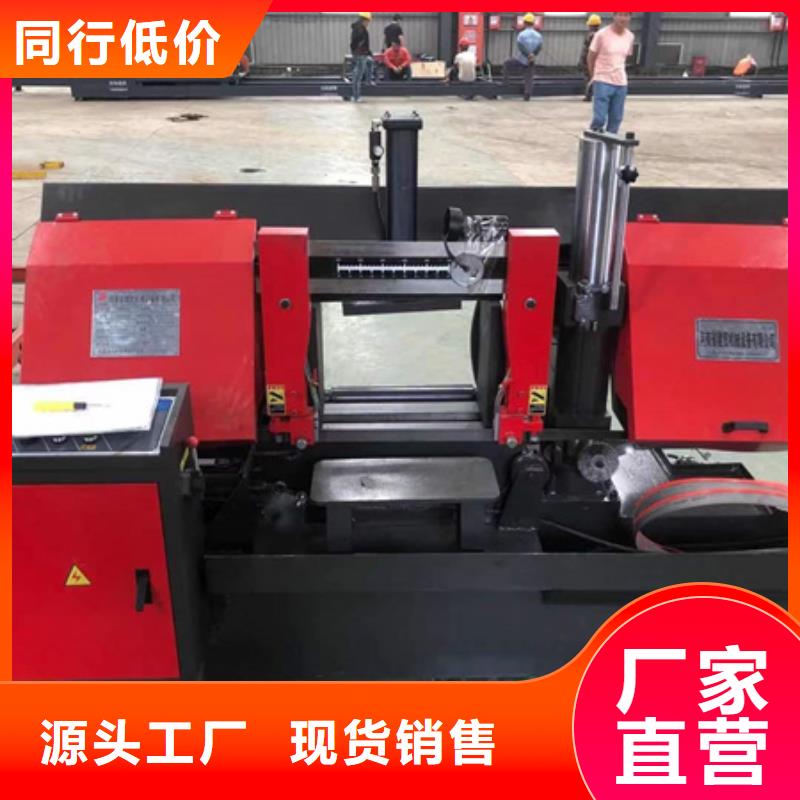
鋼筋鋸床是根據客戶需求設計專業鋸鋼筋經濟型鋸床,適用于高鐵隧道等工地的鋼筋齊頭鋸斷;工作夾緊采用液壓夾緊,操作方便;鋸切穩定,精度高;雙立柱結構,操作平穩;導向塊結構合理,延長鋸條的使用壽命。
主要技術規格:
鋸削尺寸(圓料、方料) 400mm、250mm、500mm
成捆料(寬*高) 300*180mm
帶鋸條(長*寬*厚)4570*31*1.06mm
鋸削速度(無級調速) 18-90m/min
鋸帶輪直徑 585mm
出料盤長度520mm
后鉗送料進給次數9
一次 送料長度590mm
冷卻液箱容量90L
液壓油箱容量70L

