



為了讓您更地了解我們的cr12mov金屬熱處理滿足多種行業需求產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。
以下是:cr12mov金屬熱處理滿足多種行業需求的圖文介紹

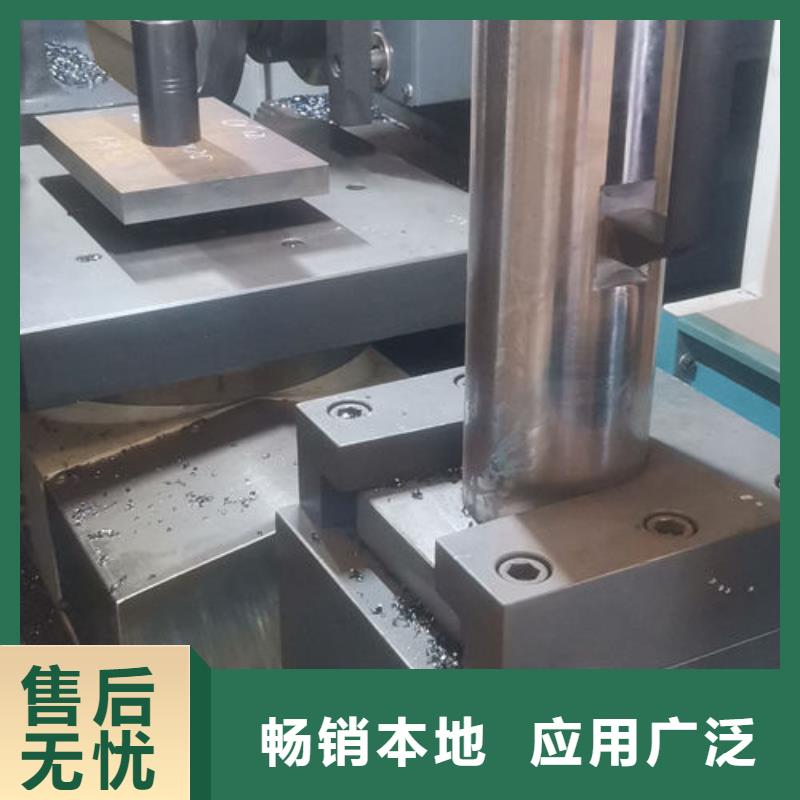
cr12mov 該鋼可用于制作材料厚度 >3mm沖模復雜形狀的凸觸凹觸鑲件。制作凸觸和凹觸時硬度為58~62HRC 60 制作凹模時~64HRC. 用于生產鋁件冷擠壓的沖頭模具凹模制作沖頭硬度為60~62HRC, 凹模制作硬度62-64HRC. 用于生產銅件冷擠壓模沖頭模, 使用硬度為62~64HRC. 用于鋼件冷擠壓模沖模凹模, 使用硬度為62~64HRC. 本公司“與時并進,緊貼客戶”,集銷售、服務和技術于一身的專業企業。專為客戶提供各種優質鋼材,有充足的存貨以配合客戶不同的需求,此外我司隨時為廣大客戶提供精、光料加工及熱處理一條龍服務。 用于形成碳的質量分數 0.65% ~0.80% 的彈簧板。硬度為 37 ~42HRC, 使用壽命可達 150,000 次.用于構成彈簧鋼板0.65%~0.80%的碳質量分數, 硬度37~42HRC, 和額外的氮化處理, 使用壽命可達 400,000 次.


cr12mov線切割過程,開裂。請問是何原因?如何采取措施避免?Cr12MoV Cr12Mo1v1 熱處理后,無論是磨削還是線切割,經常會開裂。有時 磨削結束 擱置 表面開裂。 我們一般熱處理1010℃淬火,160-180回火 二次 一般硬度要求在HRC58-62之間 開裂原因:1低溫回火.模具中殘余淬火應力仍很大 2低溫回火.殘奧很多在磨削及電加工時殘奧轉變產生應力 解決方法 :1.1025-1050淬火500-520回火減少殘余應力及殘奧 2.深冷處理減少殘奧再做一次180度低溫回火 線切割開裂 一般都是由于線切割速度不當、冷卻效果不好等造成…… 當然,不排除材料本身問題, 如 遇到夾雜導致開裂情況。 以上 這種情況估計是由于熱處理應力造成,增加回火溫度或回火時間,用高淬高回能夠避免開裂。 高溫淬火產生的應力太大了,你用160-180的溫度回火,應力肯定是不干凈的,要求便面硬度的話,就適當提高溫度并且多做兩次回火,如果不要求可以考慮把回火溫度提高到350~450之間。



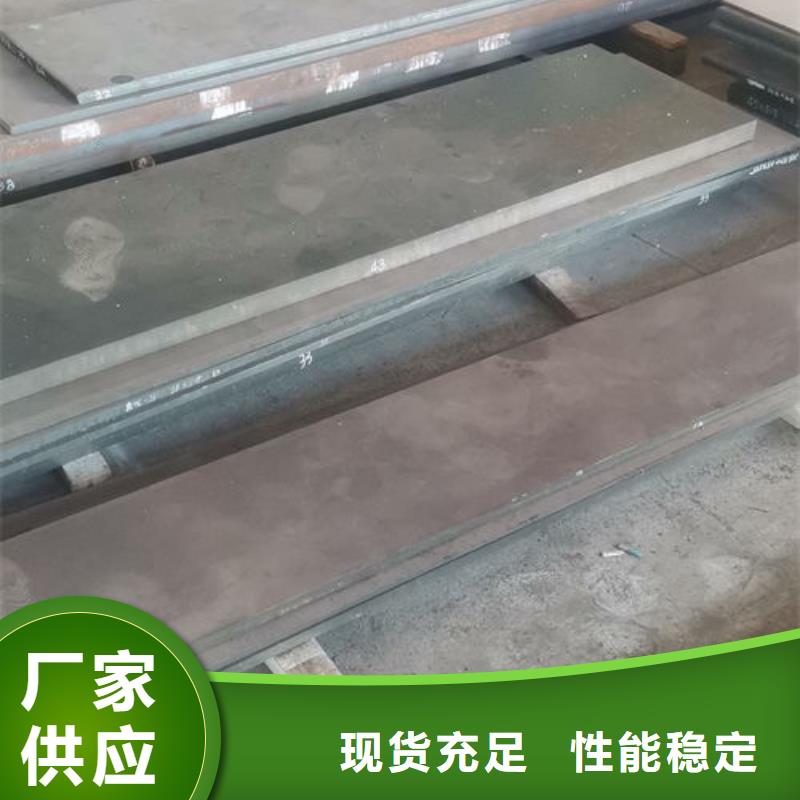
炬晟特鋼在多年的實踐中,積累了豐富的市場經驗。公司從 青島萊西模具熱處理產品出售到售后服務,進行層層把關。為客戶提供放心 青島萊西模具熱處理產品,公司堅持,以人為本,品質為先,持續改進的企業發展觀。歡迎新老客戶前來洽談。

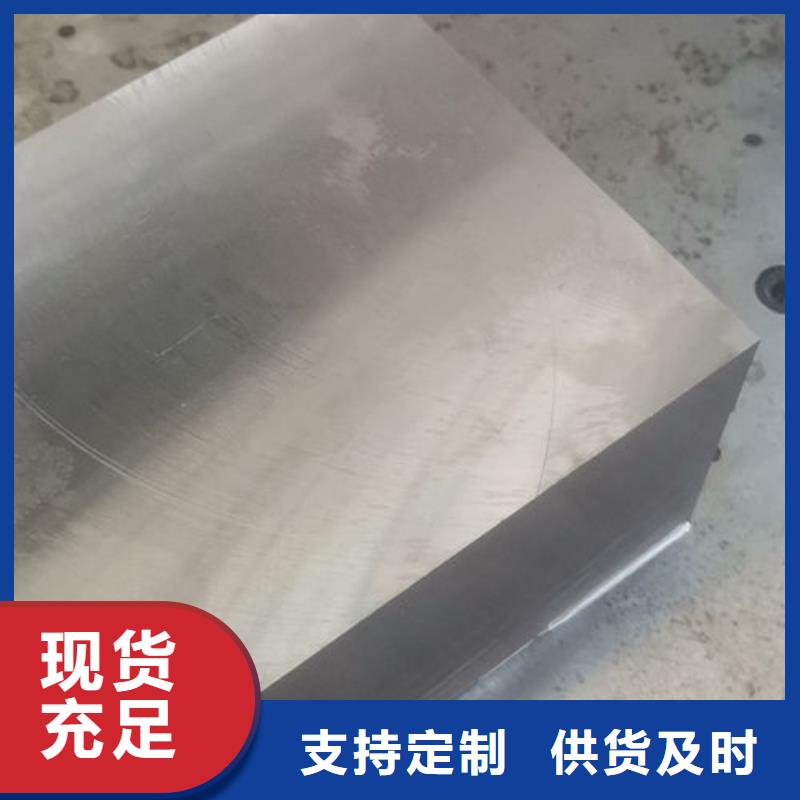
cr12mov二次硬化是怎么回事?是因為材料的成決定的么?發生在哪個熱處理階段,回火?產生的效應是什么?對模具有什么影響?二次硬化是指含有Cr,Mo,V,Ti,Nb等碳化物的合金鋼,經淬火并在500-600℃之間回火時,不僅硬度不降低,反而升高到接近淬火鋼的高硬度值的現象。 原理就是由于特殊碳化物析出和(或)由于殘余奧氏體轉變為馬氏體或貝氏體所致 。 根據圖片顯示,可能原因如下: 1 淬火時熱應力引起開裂,原因如同大件調質的縱裂。 2 材料內部缺陷,包括鍛造缺陷。 不排除多種因素同時作用的結果。 對不對,不一定。信不信,您決定。

