


護(hù)欄,熱鍍鋅噴塑鋼板立柱常年出售產(chǎn)品的真實(shí)面貌,遠(yuǎn)比文字描述來(lái)得豐富和生動(dòng)。點(diǎn)擊觀看我們的視頻,讓產(chǎn)品自己為您講述它的故事。
以下是:護(hù)欄,熱鍍鋅噴塑鋼板立柱常年出售的圖文介紹
俊邦金屬材料有限公司坐落于開(kāi)發(fā)區(qū)遼河路東首。優(yōu)越的地理位置和便利的交通給公司的發(fā)展帶來(lái)了充分的條件。本公司生產(chǎn)設(shè)備精良,工藝先進(jìn)合理,檢測(cè)手段齊全,技術(shù)力量雄厚;主營(yíng)產(chǎn)品 青海海南防撞立柱,產(chǎn)品遍布全國(guó)各地,在同行業(yè)中名列前茅。產(chǎn)品銷(xiāo)往全國(guó)各地,受到廣大用戶的好評(píng)。過(guò)硬的產(chǎn)品質(zhì)量,優(yōu)質(zhì)的售后服務(wù),是我公司不斷的追求!您的滿意是我們永遠(yuǎn)的承諾。歡迎新老客戶光臨惠顧!
欄,熱鍍鋅噴塑鋼板立柱常年出售")
欄,熱鍍鋅噴塑鋼板立柱常年出售")
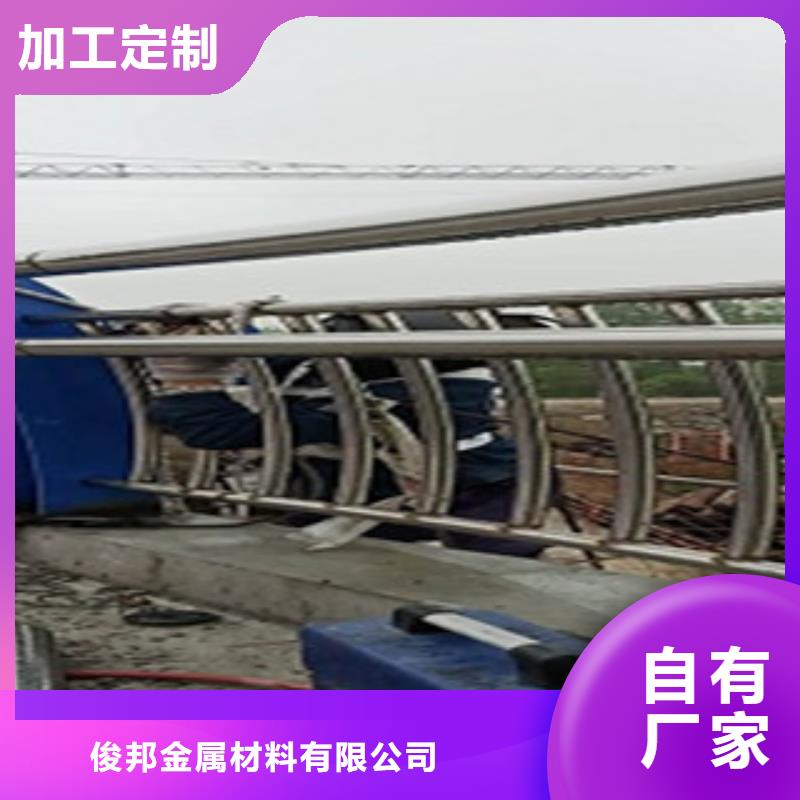
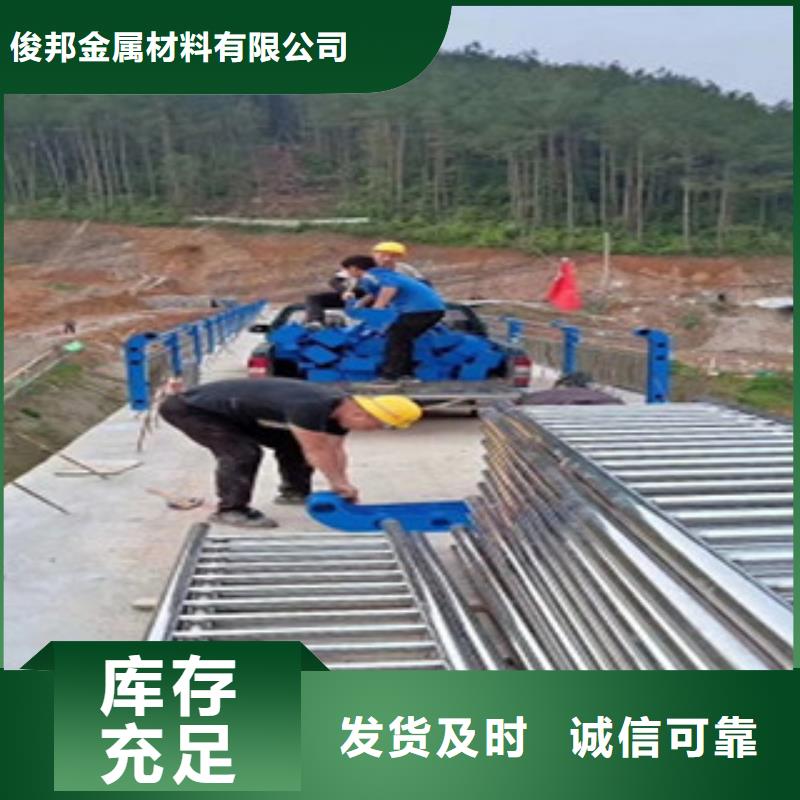
橋梁防撞護(hù)欄的組成:橋梁護(hù)欄的分隔功能:橋梁通過(guò)橋梁護(hù)欄可以將將機(jī)動(dòng)車(chē)、非機(jī)動(dòng)車(chē)和行人交通分隔,將道路在斷面上進(jìn)行縱向分隔,使機(jī)動(dòng)車(chē)、非機(jī)動(dòng)車(chē)和行人分道行駛,提高了道路交通的性,改善了交通序。橋梁防撞護(hù)欄的阻攔功能:橋梁通過(guò)橋梁護(hù)欄可以阻攔不良的交通行為,阻攔試圖橫穿馬路的行人或自行車(chē)或機(jī)動(dòng)車(chē)輛。它要求橋梁護(hù)欄有一定的高度,一定的密度(指豎欄),還要有一定的強(qiáng)度。橋梁防撞護(hù)欄的警示功能:橋梁通過(guò)安裝橋梁防撞護(hù)欄使橋梁防撞護(hù)欄上的輪廓簡(jiǎn)潔明快,警示駕駛員要注意護(hù)欄的存在和注意行人和非機(jī)動(dòng)車(chē)等,從而達(dá)到交通事故的發(fā)生。橋梁防撞護(hù)欄的美化功能:橋梁通過(guò)橋梁防撞護(hù)欄的不同材質(zhì)、不同的形式、不同的造型及不同的顏色,達(dá)到與道路環(huán)境的融洽和協(xié)調(diào),起到美化橋梁、美化環(huán)境的作用。 不銹鋼橋梁護(hù)欄是指設(shè)置于橋梁上的護(hù)欄。其目的是為了防止失控車(chē)輛越出橋外,具有使車(chē)輛不能突破、下穿、翻越橋梁以及美化橋梁建筑的功能。 今天,就來(lái)介紹一下如何劃分不銹鋼橋梁護(hù)欄的防撞等級(jí)。劃分不銹鋼橋梁護(hù)欄的類(lèi)型方法很多,除按設(shè)置位置劃分外,還可按構(gòu)造特征、防撞性能等劃分。按設(shè)置位置可分為橋側(cè)護(hù)欄、橋梁分隔帶護(hù)欄和人行、車(chē)道分界處護(hù)欄;按構(gòu)造特征可分為梁柱式(金屬制和混凝土)護(hù)欄、鋼筋混凝土墻式擴(kuò)欄和組合式護(hù)欄;按防撞性能可分為剛性護(hù)欄、半剛性護(hù)欄和柔性護(hù)欄。
欄,熱鍍鋅噴塑鋼板立柱常年出售")
欄,熱鍍鋅噴塑鋼板立柱常年出售")
欄,熱鍍鋅噴塑鋼板立柱常年出售")
目前雙金屬?gòu)?fù)合管的生產(chǎn)方法主要包括冷成型法、熱成型法、離心鑄造法、離心鋁熱劑法、爆炸焊成型法、電磁成型法等等。 冷成型法:冷成型制造工藝的基本特征是將預(yù)加工好的薄壁不銹鋼管套入碳鋼管中,然后通過(guò)機(jī)械方法使不銹鋼管緊緊貼合在碳鋼管內(nèi)壁上。薄壁不銹鋼管有兩種獲得途徑:一種是通過(guò)選擇合適規(guī)格的無(wú)縫不銹鋼管,通過(guò)旋壓的方法使之變薄,達(dá)到要求的外徑和厚度;另一種是用薄的不銹鋼板或鋼帶在專(zhuān)用的制管機(jī)上用tig焊接成直縫或螺旋縫不銹鋼管。采用拉拔、脹接、旋壓和滾壓等方法使不銹鋼管緊緊貼合在碳鋼管內(nèi)壁上,其中拉拔和脹接為常用。拉拔是取兩根分別制成的無(wú)縫鋼管,將一根套在另一根外面,然后將兩管通過(guò)一模具同時(shí)進(jìn)行拉拔,從而實(shí)現(xiàn)緊密配合的機(jī)械結(jié)合。
欄,熱鍍鋅噴塑鋼板立柱常年出售")
欄,熱鍍鋅噴塑鋼板立柱常年出售")
欄,熱鍍鋅噴塑鋼板立柱常年出售")
用鎢極氳弧焊焊接內(nèi)襯管間的連接端口, 焊材選用不銹鋼焊絲且焊接電流為 60~90A。 焊接過(guò)程中存在的主要問(wèn)題是引弧易穿絲, 平焊位置易出覡焊瘤, 仰焊位置易出現(xiàn)內(nèi)凹, 這些問(wèn)題均可通過(guò)調(diào)節(jié)手動(dòng)送絲的快慢、焊接速度、 焊槍角度等于以解決。 內(nèi)襯不銹鋼復(fù)合鋼管打底層的焊接方法與封接層的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊絲熔敷金屬的化學(xué)成分與 304 不銹鋼的為接近, 符合不銹鋼焊接選用焊材的基本原則, 因此采用準(zhǔn) 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊絲。 過(guò)渡層是確保在使用過(guò)程中能夠有效阻止基層中的碳向復(fù)層不銹鋼進(jìn)行滲透稀釋?zhuān)?甚至形成硬脆馬氏體組織, 導(dǎo)致焊縫從復(fù)層(耐蝕層) 開(kāi)始失效至關(guān)重要的一層焊縫, 過(guò)渡層焊接在復(fù)層焊縫表面及無(wú)損檢測(cè)合格后進(jìn)行, 宜采用焊條電弧焊焊接工藝, 焊接時(shí)選用小直徑焊條、 采用較小的焊接線能量。
欄,熱鍍鋅噴塑鋼板立柱常年出售")
欄,熱鍍鋅噴塑鋼板立柱常年出售")
欄,熱鍍鋅噴塑鋼板立柱常年出售")
焊接時(shí)盡量做到不擺動(dòng)、 多道焊接, 以減少焊接過(guò)程中的成分稀釋。 不銹鋼復(fù)合鋼管的焊接坡口原則上采用機(jī)械加工, 在施工現(xiàn)場(chǎng)時(shí)也可采用等離子弧切割和火焰切割等方法來(lái)加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過(guò)熱層。 從焊接工藝的角度,不銹鋼復(fù)合鋼管可以采用焊條電弧焊進(jìn)行焊接, 也可以采用埋弧焊結(jié)合焊條電弧焊的焊接工藝。 內(nèi)襯不銹鋼復(fù)合鋼管過(guò)渡層的熔融金屬成分復(fù)雜,為了使金屬成分的梯度不至于過(guò)大, 因此, 采用熱輸入稍大的 SMAW 焊。 過(guò)渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標(biāo)準(zhǔn) 2.5 mm。 不銹鋼復(fù)合鋼管采用 V 形坡口單面焊接工藝時(shí), 基層部分的焊接也應(yīng)選取高鉻鎳奧氏體焊材, 否則會(huì)在基層與過(guò)渡層及坡口部分焊縫熔合區(qū)形成馬氏體組織, 甚至出現(xiàn)微裂紋。 為減小焊縫金屬熔合比, 基層焊接應(yīng)采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時(shí)間。
點(diǎn)擊查看俊邦金屬材料有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
