

想了解我們的焊管_無縫鋼管優選貨源產品嗎?我們為您準備了細致入微的視頻介紹,讓您在短時間內了解產品的精髓。
以下是:焊管_無縫鋼管優選貨源的圖文介紹

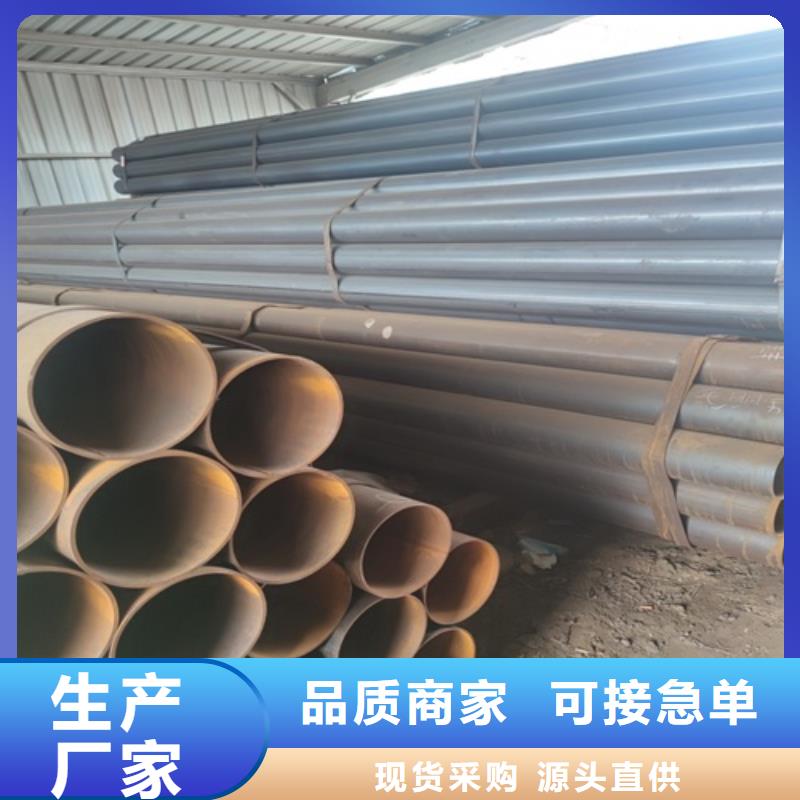
華爾網焊管就是焊接鋼管的簡稱,是指將鋼板卷曲成圓管或方管,經過焊接形成的鋼管。廣泛應用于水利樞紐、市政排水、自來水輸送等工程。 在實際生產和應用中通常將焊管按焊接方式分為直縫焊管和螺旋焊管兩種。 華爾網直縫焊管:通常為公稱直徑為DN15(4分管)-DN150(6寸管)的中小口徑規格的焊管。直縫焊接工藝要比螺旋焊接工藝簡單,焊接成本低,效率高,缺點是焊縫在同一直線上,抗壓強度低,故直縫焊只適合生產中小口徑的焊管使用。 華爾網螺旋焊管:通常為公稱直徑為DN200(8寸管)-DN600(24寸管)的大口徑規格的焊管。螺旋焊接工藝可以用相同寬度的鋼板生產不同管徑的焊管,缺點是工藝復雜,相同長度的焊管螺旋焊焊縫比直焊縫長得多,造成生產成本高,生產效率低,故螺旋焊常用于大口徑焊管的生產,同時螺旋的焊縫具有更高的抗壓強度,保證了大口徑焊管的抗壓能力。 華爾網焊管的計量方式一般為過磅和理計兩種,過磅即通過磅秤實際稱重,理計則是按照理論公式計算得到重量,公式為:“米重(千克)=(外徑mm-壁厚mm)*壁厚mm*0.02466”。


Q345C直縫焊管檢驗標準 Q345C直縫焊管幾何尺寸及外形檢查方法: 1、壁厚檢查:千分尺、超聲測厚儀,兩端不少于8點并記錄; 2、外徑、橢圓度檢查:卡規、游標卡尺、環規,測出點; 3、長度檢查:鋼卷尺、人工、自動測長; 4、彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度; 5、端面坡口角度和鈍邊檢查:角尺、卡板。 Q345C直縫焊管在檢查好幾何尺寸及外形后,還要做化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。熱軋以熱軋狀態交貨、冷軋(撥)以熱處理狀態交貨。



鵬鑫鋼鐵有限公司追求與客戶長期、穩定、互動的合作關系,努力當好 四川廣安焊管與用戶溝通的紐帶。公司以優惠的 四川廣安焊管出廠價,優質的商家服務愿與廣大新老客戶攜手共進,共同發展。企業目標: 以優質的服務滿足廣大客戶的需求,以質優價廉 的 四川廣安焊管取得廣大客戶的信任。不斷發展,做行業的領跑者。企業文化:廣交朋友,合作共贏。


焊管預焊常見的三個問題 焊管在預焊過程中,可能會在其的背面出現焊瘤或者是燒穿的問題。這時候如果將背面焊瘤進行清理的話,則需要花費較多的時間,這樣一來就會影響到正常正常工作的效率。而如果不的話,則可能會影響到焊管內焊焊接成型以及內焊焊縫的跟蹤。 如果情況比較嚴重,導致焊管的背面被燒穿,那么這時候就應當進行填補。之所以會出現這樣的問題,主要的原因有:1、合縫過松,或者是液壓系統壓力過低;2、成型不佳,圓度偏差大;3、設定的預焊工藝參數不合理。一般來說,所選擇的焊接電流和電壓應當配以適合的焊接速度。 如果所設定的焊接速度不合理,就可能會出現這些問題。因此,在整個焊接過程中,都需要合理控制焊接速度。第二個問題就是焊管出現了氣孔。總的來說,預焊焊縫有氣孔就意味著其的焊接出現了缺陷。出現氣孔主要包括三個原因,個就是所使用的保護氣體質量不佳,比如其中含有水分,或者是壓力流量不夠等。 另外一個原因就是焊管的坡口上面存在有污跡,或者是生銹等引起的氣孔,還可能是焊槍出現部分堵塞,從而使得保護氣體形成的氣罩不均,從而導致產生氣孔。 一個問題就是焊管的成型質量較差。通常情況下,焊縫的成型質量是和線能量密切相關。所以,在焊接電流和電弧電壓保持一致的情況下,焊接速度越大,那么越可能會造成焊縫成型差。



