
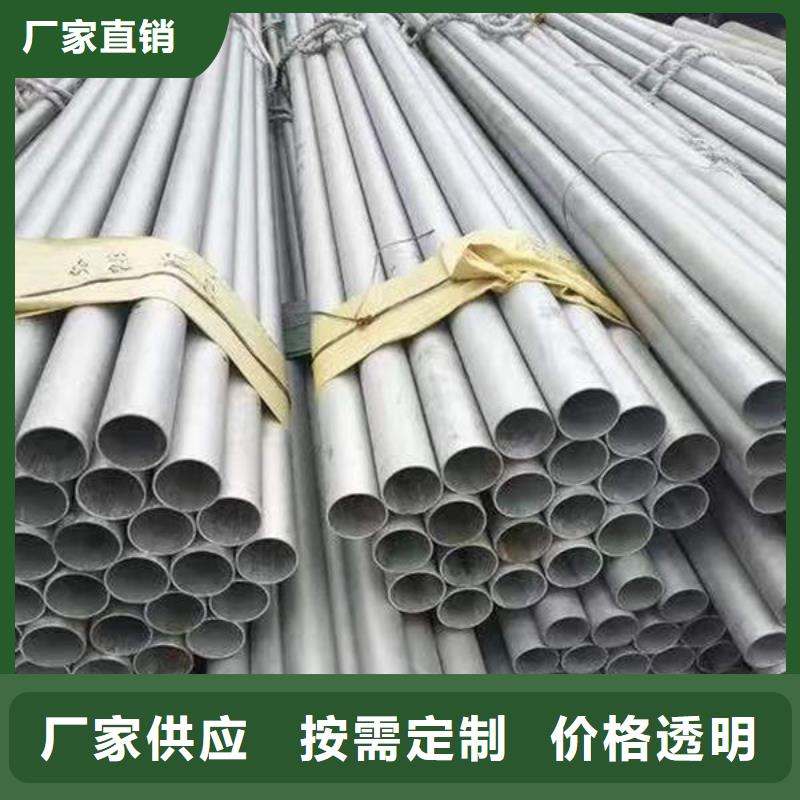




我國進口、出口角鋼各有一定批量,主要從、西歐進口。出口輸往地區主要為港澳、東南亞、拉等。出口生產企業主要為遼寧、河北、北京、上海、天津等省市的鋼鐵廠(軋鋼廠)。進口角鋼品種多為大型、小型角鋼及特殊形狀角鋼,出口品種多為中型角鋼如6號、7號等。角鋼的表面在中有規定,一般要求不得存在使用上有害的缺陷,如分層、結疤、裂縫等。角鋼鋼材幾何形狀偏差的允許范圍在中也有規定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規定角鋼不得有顯著的扭轉。
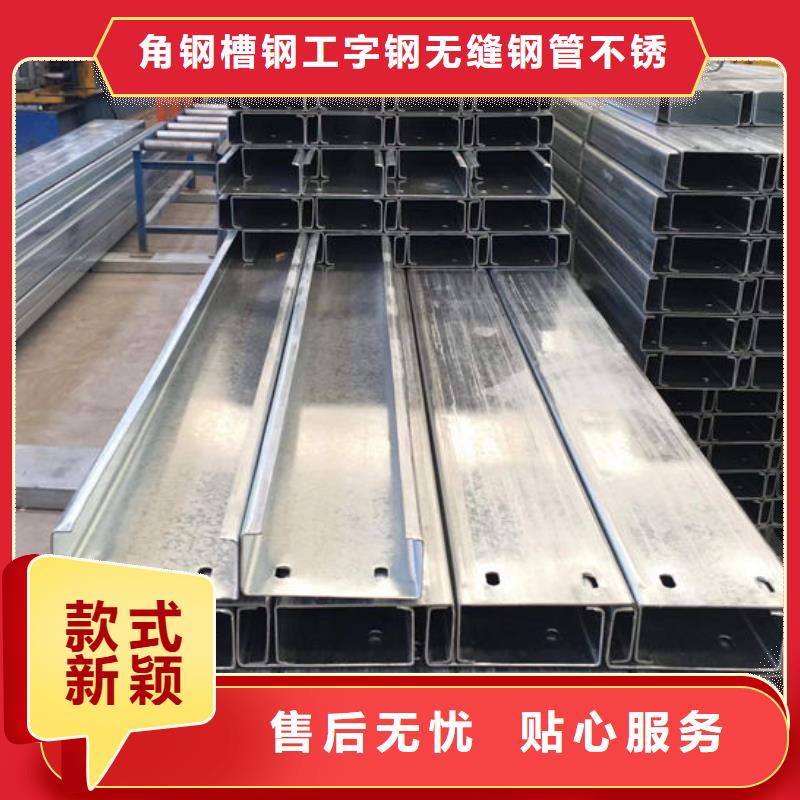
采用H型鋼可以有效保護環境,具體表現在三個方面:一是和混凝土相比,可采用干式施工,產生的噪音小,粉塵少;二是由于自重減輕,基礎施工取土量少,對土地資源破壞小,此外大量減少混凝土用量,減少開山挖石量,有利于生態環境的保護;三是建筑結構使用壽命到期后,結構拆除后,產生的固體垃圾量小,廢鋼資源回收價值高。以熱軋H型鋼為主的鋼材結構工業化制作程度高,便于機械制造,集約化生產,精度高,安裝方便,質量易于保證,可以建成真正的房屋制作工廠、橋梁制作工廠、工業廠房制作工廠等。發展鋼結構,創造和帶動了數以百計的新興產業發展。
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。 超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
根據各鋼材種預處理目標硫要求及實際鎂粉噴吹效果,開發各類鋼種高精度的鎂粉噴吹模型,崗位人員點擊一級畫面“開始噴吹”按鈕,系統自動完成預處理整個噴吹過程。通過鋼材預處理自動噴吹系統實現了過程自動化控制,提高了控制精度,為煉鋼工序提供了優質的鐵水。相繼開發出轉爐(氧副槍)智能吹煉控制系統、造渣模型輔原料智能投加系統、增碳脫氧合金化方案篩選自動振料系統等多達十六套智能產品,并且兼具過程防錯預警、操作評價、數據記錄查詢、大數據分析、成本監控等特有功能,獨具基于爐氣分析、音頻聯動的氧槍槍位控制,融入語音提示、遠程控制等先進科技元素,在業內處領先水平。
