




二、起動過于頻頻,應削減起動次數。三、電動機外部接線有錯,應查看糾正。
四、立式帶鋸床切開資料所需力大,配備電動機的功率小些,負載過大。應減輕負載或換用大功率的電動機。機床有機械毛病而導致過載,應查看設備,掃除毛病。五、環境溫度太高,應改進通風、冷卻條件或替換耐熱等級更高的電動機。
六、軸承損壞或磨損過大,定子和轉子是不是設備不良。電動機風道阻塞,電動機內外積塵和油污太多,電動機電扇疑問等。
七、定子繞組匝間或相間短路或接地,使電流增大,調損添加而過熱。若毛病不嚴峻,只需從頭加包絕緣,嚴峻的應替換繞組。定子一相繞組斷路或并聯繞組中某一支路斷線,導致三相電流不平衡而使繞組過熱。應查看三相電流,并當即切除電源,找出斷路點并從頭結好。籠型轉子斷條或繞線轉子線圈接頭松脫,導致維修網電流過大而發熱。可對銅條轉子作焊補或替換,對鑄鋁轉子應替換轉子。
河南建貿機械設備有限公司是一個集研究、生產、銷售為一體的建筑機械設備制造廠。河南建貿機械設備有限公司自創建伊始就以高起點、高為出發點,從廠區生產車間的建設到生產設備的引進,層層嚴格把關。
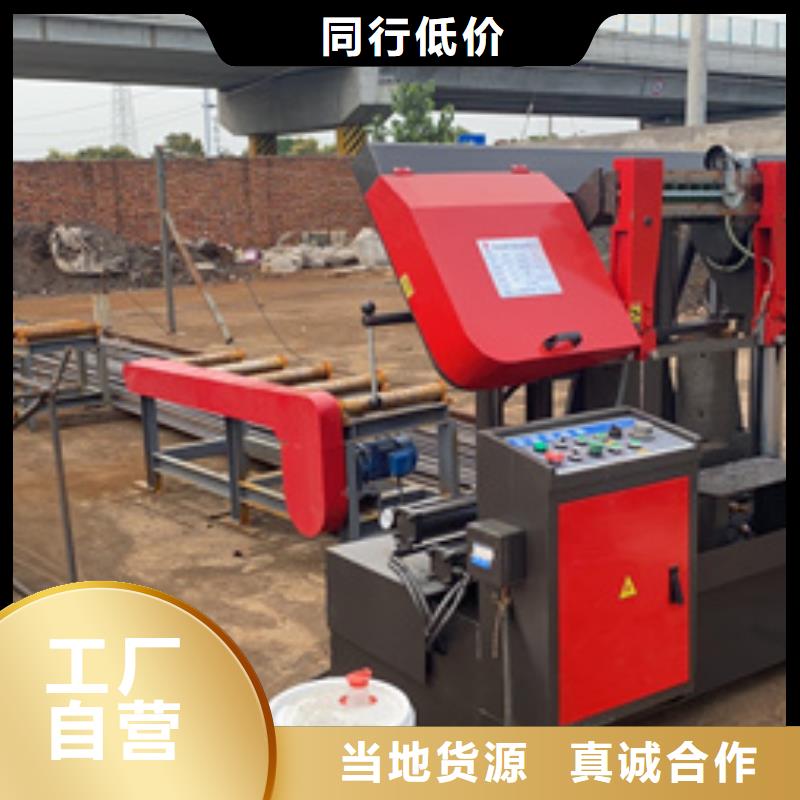
該設備可自動一次性成型長度為2m-27m的鋼筋籠,并配有遠程控制遙控器,比手工綁扎籠子生產效率高,節省材料,籠子堅固,外形標準。廣泛應用于大型橋
梁,高速鐵路建設等領域的灌注樁施工中。
產品優勢
加工速度快:備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等,工作效率高。
加工質量穩走可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品質量完全達到規范要求。



GZ4220數控鋸床特點
1. 設備采用雙立柱結構,整機結構合理,性能穩定。
2. 設備自動化程度高,采用數字光柵尺的送料控制系統,實現送料高精度。是大批量下料的理想設備。
3. 采用觸摸屏PLC控制系統,設定鋸切全過程的自動程序(自動定尺送料-自動夾緊-自動鋸切),可預計5組鋸切工藝參數,使操作更加智能化。
4. 人機界面取代傳統控制面板功能,數字設定,指示燈等,隨時顯示系統狀態,操作指示,參數設定。
5. 采用液壓雙油缸的夾緊方式。
6. 根據加工需求,可定做鋸帶液壓張緊及變頻無極調速。
7. 采用行程開關控制,液壓自動送料功能。
8. 設備帶有斷鋸條保護功能,在鋸條斷開的時候機床自動停機。
建貿機械設備有限公司 浙江整捆鋸鋼筋鋸床大量現貨 jmc如果在鋸床運行中,有危險發生時,應該立即按下“緊急停機”按鈕。鋸輪軸承,半年內應加一次潤滑脂,變速箱內潤滑油一年更換一次。冷卻液有損人體皮膚,操作人員在清理或排放時應注意防護。停機時不允許鋸帶工件。經常清洗工作虎鉗導軌部分的鐵屑,保證活動鉗口的靈活。每天鋸削完畢后,應將鋸條放松,其使用壽命。夏季室溫高于攝氏度時,應對油箱進行風冷。鋸條在運轉時嚴禁用手與鋸齒部。機床閑置不用時,對導軌及機床加工面應加油封,防止銹蝕。
使鋸削的具有廣泛的意義,如鋸床只要鋸條變形的反饋,即可對鋸削速度進行自適應。伺服閥,即可對鋸削的速度和位置控制進行。系統的管理功能使材料和工件的管理更方便。系統的中文界面和實時的圖形狀態顯示,使操作更友好更直觀。鋸削下料長度通過調節標尺14與返回到位開關的相對位置來實現,下料數量由計數器實現,各的完成由到位開關檢測。鋸削速度由調壓閥供油壓力進行控制。系統的模擬輸入輸出模塊各的邏輯關系由繼電器完成,驅動由動力油缸完成,控制由電磁閥完成。

機床的主要特征:
1、機床通過機械、電氣、液壓的配合,自動進刀、切割完畢鋸架自動快速上升(即退刀)的功能。
2、進給速度,在給定的范圍內,可進行無級調 整 。
3、鋸切材料時鋸條從夾 緊 虎鉗中間經過,虎鉗夾 緊 材料,防止鋸切短料時不穩抖動造成拉齒。
3、由于其切削刀具 ,采用進口的、薄片的雙金屬帶鋸條,因此,切口窄,耗材少,所需動力小,是中小型企、事業單位切割大型鋼胚、一種具有顯節材又節能的切割刀 具 。
4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
一側(多是外側)受到損傷。1.鋸床原因:由于液壓系統出現泄漏、調速閥失控等原因造成鋸架不能夠平穩下降,出現鋸帶抖動切削,造成了鋸斜。再有,如果鋸床兩個導向臂間距過大、鋸帶張力不夠、導向塊有磨損及鋸帶夾裝不好,都會直接影響到鋸切質量,進而延伸出現鋸斜。2.操作原因:我們重點講一下因操作不良導致的鋸斜。因操作造成鋸斜的比例約占90%以上,典型的表現是:安裝上新的鋸帶,不做任何檢查、調整,更不進行新帶的初期磨合,便使用了高速切削。由于切削進給量比較大,鋸齒處在極限的切削狀態,在這種情況下,由于新鋸帶齒刃十分。
