
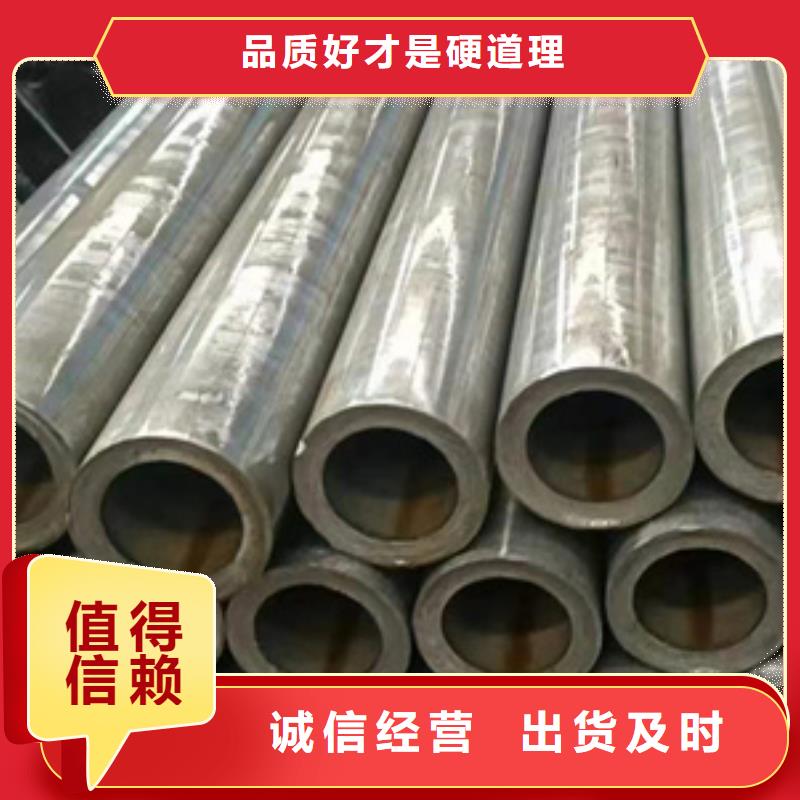
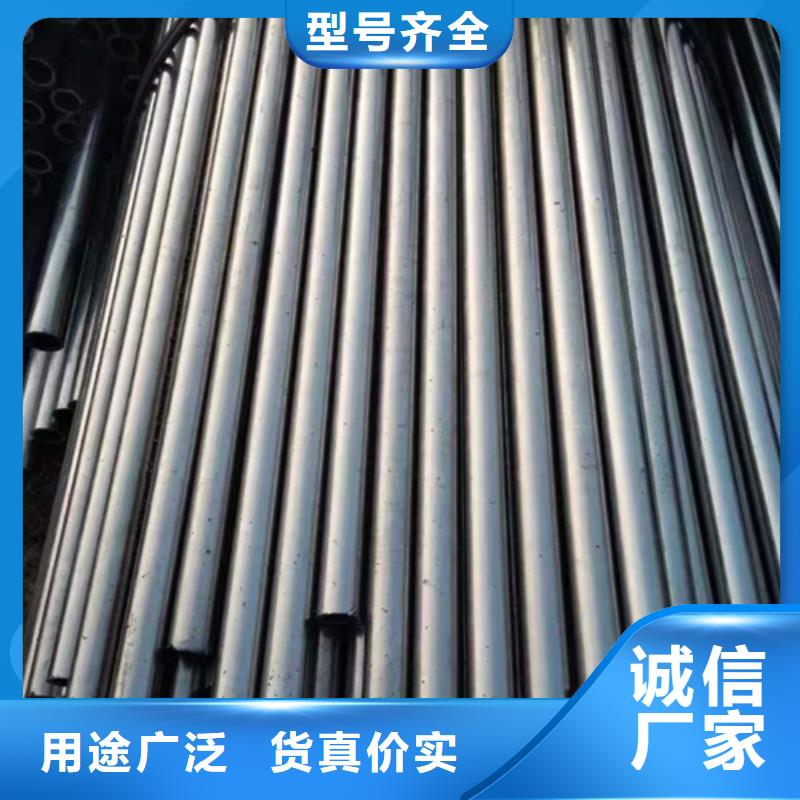
45號小口徑鋼管來電咨詢

<隨州>通圓鋼管制造有限公司著力隨州Gcr15精密鋼管產品質量控制,注重隨州Gcr15精密鋼管產品結構拓展,以可靠的性能,上乘的質量, 贏得較高的社會信譽。 我們竭誠為用戶服務。并承接特殊要求的隨州Gcr15精密鋼管設計和制造。

將工件放入磨料懸浮液中并一起置于超聲波場中,依靠超聲波的振蕩作用,使磨料在工件表面磨削拋光。超聲波加工宏觀力小,不會引起工件變形,但工裝制作和安裝較困難。超聲波加工可以與化學或電化學方法結合。在溶液腐蝕、電解的基礎上,再施加超聲波振動攪拌溶液,使工件表面溶解產物脫離,表面附近的腐蝕或電解質均勻;超聲波在液體中的空化作用還能夠抑制腐蝕過程,利于表面光亮化。流體拋光是依靠高速流動的液體及其攜帶的磨粒沖刷工件表面達到拋光的目的。常用方法有:磨料噴射加工、液體噴射加工、流體動力研磨等。流體動力研磨是由液壓驅動,使攜帶磨粒的液體介質高速往復流過工件表面。介質主要采用在較低壓力下流過性好的特殊化合物(聚合物狀物質)并摻上磨料制成,磨料可采用碳化硅粉末。磁研磨拋光是利用磁性磨料在磁場作用下形成磨料刷,對工件磨削加工。這種方法加工效率高,質量好,加工條件容易控制,工作條件好。采用合適的磨料,表面粗糙度可以達到 Ra0.1 μ m 。在塑料模具加工中所說的拋光與其他行業中所要求的表面拋光有很大的不同,嚴格來說,模具的拋光應該稱為鏡面加工。它不僅對拋光本身有很高的要求并且對表面平整度、光滑度以及幾何度也有很高的標準。表面拋光一般只要求獲得光亮的表面即可。鏡面加工的標準分為四級: AO=Ra0.008 μ m , A1=Ra0.016 μ m , A3=Ra0.032 μ m , A4=Ra0.063 μ m ,由于電解拋光、流體拋光等方法很難控制零件的幾何度,而化學拋光、超聲波拋光、磁研磨拋光等方法的表面質量又達不到要求,所以精密模具的鏡面加工還是以機械拋光為主。


