



鋼筋籠繞筋機制作鋼筋籠介紹;鋼筋骨架做好平行機器輥筒上邊,盤圓放進盤圓架通過調直,把箍筋焊接在骨架上,然后同時運轉,骨架原地轉動,行走拉著盤圓送絲。一次均勻纏繞在骨架上。鋼筋籠繞筋機備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于膠輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。鐵輥帶動鋼筋籠轉動,按圖紙設計間距,配合小車纏繞箍筋成型。
?數控鋼筋彎箍機更新換代走機械化發展道路。隨著我國經濟向市場經濟的發展和轉變,建筑機械生產在國民經濟的地位日益。數控鋼筋彎箍機的發展不能只停留在機械技術,還要和電子技術,自動控制,等科技相結合起來,其科技含量,如全自動數控鋼筋彎箍機,同綜合機械化,現代化的方向發展,將建筑機械生產到一個新層次的發展。??特點一調直系統采用我廠多年來生產的多輪組調直機結構,由水平和垂直2組多輪調直,矯直系統具有位置移動記憶檢測,更換不同直徑的鋼筋,調直輪會自動向下或向上,達到換鋼筋快速調直,縮短鋼筋調直時間,整個均自動完成,多輪組同步牽引鋼筋,輪與鋼筋的壓力減小,牽引力小,進而使耗能、鋼筋損耗。鋼筋籠繞筋機工作原理根據施工要求,首先鋼筋籠繞筋機兩滾筒間距離,將鋼筋籠的主筋架預制好吊裝到鋼筋籠繞筋機兩滾筒之間,通過穿過矯直器將盤筋穿入鋼筋籠,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定及盤轉動把繞筋纏繞在主筋上,同時進行焊接,從而形成產品鋼筋籠---這就是 鉆孔灌注樁鋼筋籠繞筋機即“簡易鋼筋籠成型機”的工作原理.
有現貨的三亞數控鋼筋籠滾籠機廠家 <三亞>建貿機械設備有限公司


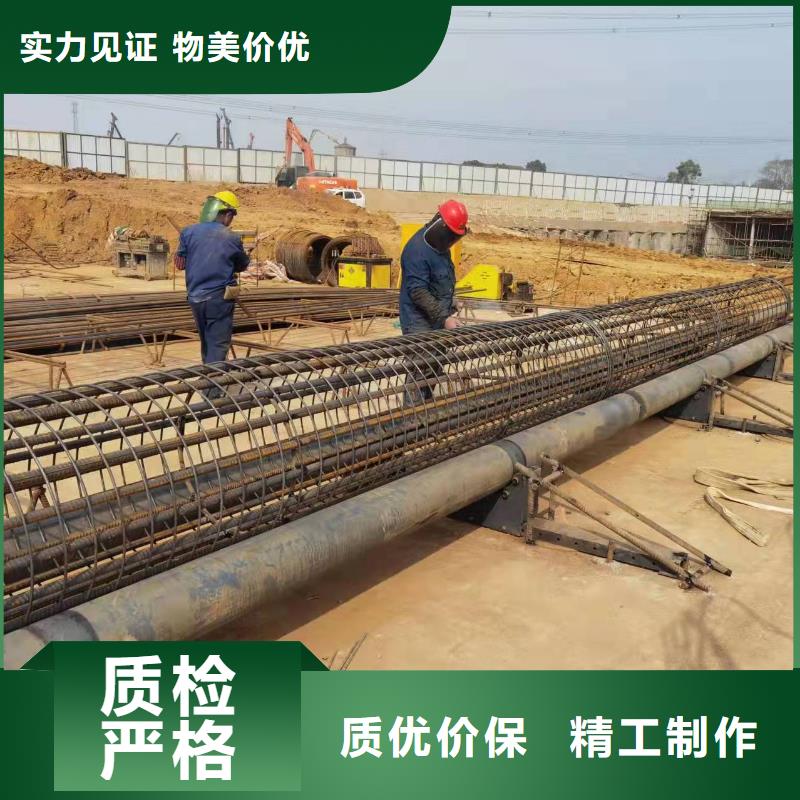
鋼筋墩粗機簡介:鐓粗壓直螺紋連接技術,是用專用的鐓粗機預先將鋼筋端部待加工螺紋段鐓粗,使其加工鐓粗部位直徑增粗至大于母材直徑。然后用配套專用的套絲機對其鐓粗部分進行套絲加工,再用同規格套筒將加工好的兩根鋼筋頭部套絲螺紋部位用扳手進行連接,即完成所謂鋼筋的對接。鐓粗等強直螺紋連接技術具有性能穩定,連接省力快捷,檢驗合格率高等優點,也同時可以完全解決鋼筋不可轉動連接的難題。建貿牌鋼筋墩粗機特點:鐓粗型直螺紋連接設備(冷鐓機)結構簡單,操作方便,采用單閥單缸和自動夾緊的結構,全部鐓粗動作一步完成,生產效率高。油缸采用優質密封件,使用壽命長,更換模具及維護保養方便。焊接問題是鋼筋籠制作里一個比較突出的問題。①碰焊接頭錯位、彎曲。錯位主要是由于碰焊工工作量大,注意力不集中引起的問題,經過提醒并且不定期的抽樣檢查,碰焊有了明顯。②鋼筋籠焊接時的咬肉問題。這個問題的產生主要是因為民工隊伍技術水平不到位,許多是生手,其次是因為由于電焊工數量不夠,由一班人加班加點,疲勞引起的問題。如果更換生手并且配足電焊工的話,問題就會解決。優勢分析:高動力等級通過我部兩個鋼筋場對比情況,人工繞筋一節12米的籠子需要4人3個小時以上的工作總量;而通過使用繞筋機,僅要安排同一個儀器操作手,同一個電焊工人,從到結束僅要40分鐘到1個小時的時間就可快速地完成一節籠子的繞筋。外形尺寸主機 13m*1.8m*0.8m小車 15m*1.3m*1.5m設備面積 16M*4M功耗低:總功率14KW,同步工作時總功率不到5KW,節能且不影響總電容配比。流水線生產:施工不受各工序影響,不間斷完成主筋箍筋焊接成型、繞筋施焊等全部。采用螺紋連接技術可定位,幫助鋼筋籠分解、安裝速度。零部件設計壽命長,備件更換簡單快捷。
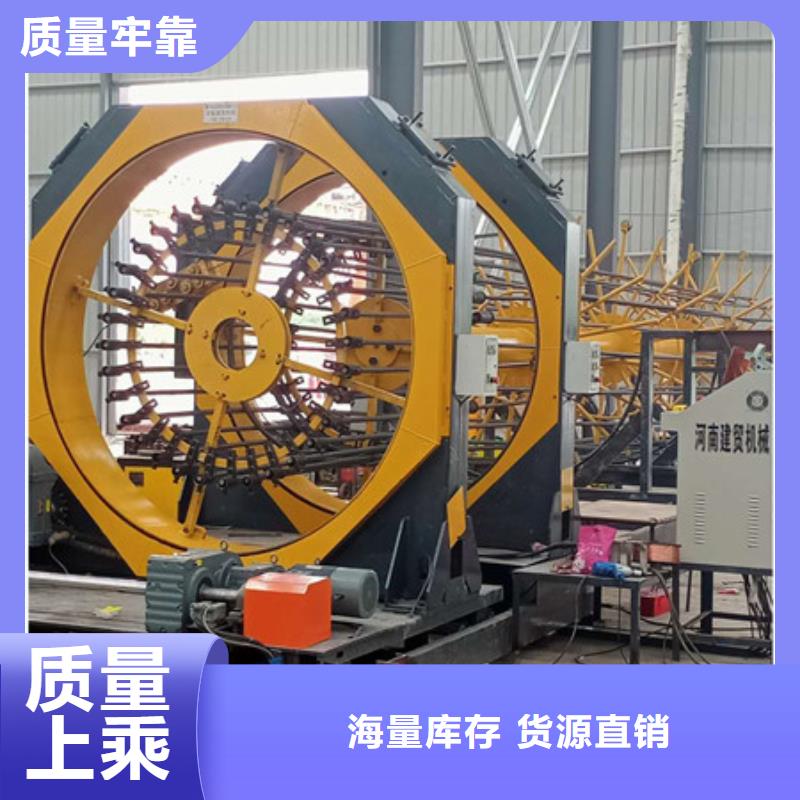
<三亞>建貿機械設備有限公司 有現貨的三亞數控鋼筋籠滾籠機廠家 jmc基本規格是12米單筋、12米雙筋,也可以加長,定做周期4到6天。JMRLJ-3000型鋼筋籠繞筋機主機是采用摩擦傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,過程中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全過程。在各類建筑施工中,一直以來,在有樁基施工的建筑工程方面,樁基所用的鋼筋籠一直由傳統的人工一點點纏繞綁扎焊接。但是由于傳統人工制作鋼筋籠的諸多問題,間距不均勻,松松垮垮,極易變形,極易造成鋼筋籠的質量不好。而在橋梁隧道施工中,鋼筋籠的加工質量是基礎建設的重要環節,有造成了資源的浪費,一系列的問題下來極大的影響了工程質量,已經嚴重影響到工程建設工期和質量。同時需要極大的人力,物力,加工成本也很高。鋼筋加工是一個重要的環節,尤其在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去傳統的施工中,鋼筋籠采用手工軋制或手工焊接的方式,除了效率低下外,主要的缺點是制作的鋼筋籠質量差,設備尺寸不規范,影響到工程建設的工期與質量。在梁高450mm,就應沿梁高兩側應設腰筋,所以數量上就不會少于2根。腰筋的直徑小的直徑為10mm,間距不應大于200mm,同時面積配筋率不應小于百分之0.3,在梁兩側的縱向構造鋼筋(腰筋)之間還要配置拉結鋼筋。 一般民用建筑的腰筋直徑用16和18就可以了,拉筋用圓8。

半自動繞筋機繞筋原理拱頂帶模注漿一體機帶模注漿施工要點技術要求(1)拱頂帶模注漿采用拱頂預埋RPC管進行注漿。(2)制漿及注漿設備選用拱頂帶模注漿一體機。(3)注漿材料采用專用微結合砂漿料,水料配合比初步選定為0.18,施工中根據工藝試驗總結參數具體確定。(4)拱頂帶模注漿時間為襯砌砼澆筑完成后2小時內,砼初凝之前進行。建貿機械知識課堂:滾焊又稱縫焊,是用一對滾輪電極代替點焊的圓柱形電極,焊接的工件在滾盤之間移動,產生一個個熔核相互搭疊的密封焊縫將工件焊接起來的方法。一般采用交流脈沖電流或調幅電流,也可用三(單)相整流、中頻、高頻的直流電流。一般焊接厚度在單板3mm以內。雙筋鋼筋籠繞筋機多倍效率。混凝土電桿骨架鋼筋人工纏繞控制措施,電桿使用中會出現銹痕或傾斜狀的螺旋印記,研發了自動化電桿骨架螺旋繞絲機,將行車遙控原理應用到螺旋筋繞絲機上,使用鏈條三角架凹槽擺放鋼筋籠,利用遙控感應裝置控制電機轉動,帶動整個鋼筋籠的轉動,使得整個繞絲易操作,加快繞絲速度,增強繞絲松緊程度,鋼筋骨架繞絲制作效率,加快電桿骨架上模速度,了電桿產量。
