


構(gòu)工程項目")
構(gòu)工程項目")
構(gòu)工程項目")
構(gòu)工程項目")
構(gòu)工程項目")
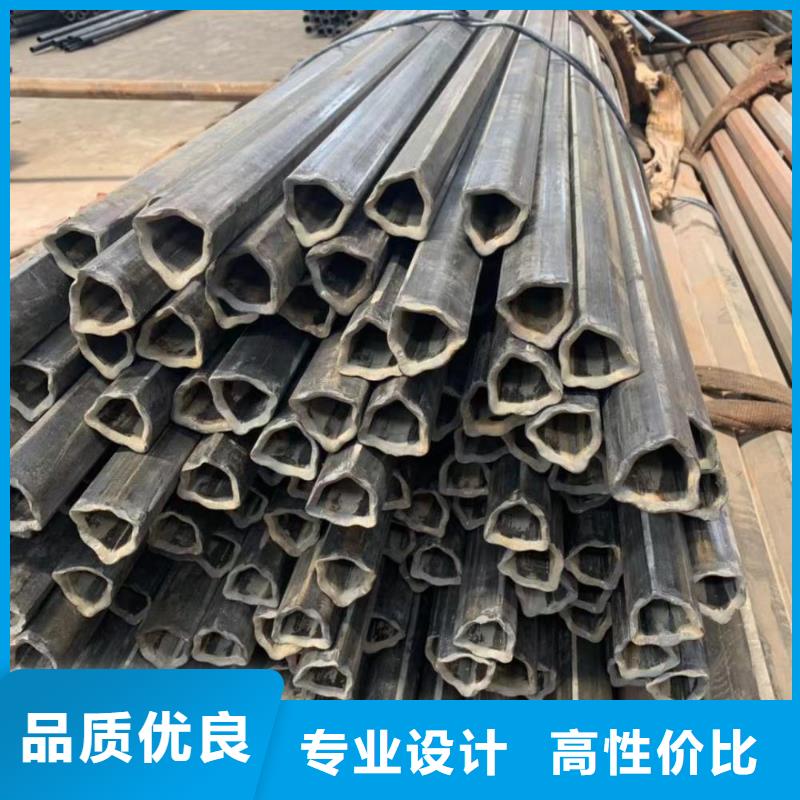
溫州異型管普遍用以各類零部件、工具和機(jī)械部件。和不銹鋼圓管相比,通常常有較大的慣性矩和橫截面模數(shù),有較大的抗彎強(qiáng)度抗扭能力,能夠大大減少構(gòu)造重量,節(jié)省鋼才。
溫州異型管的發(fā)展方向主要是產(chǎn)品種類的發(fā)展方向,涉及截面樣子、材料和特性。擠壓成型法、斜模軋法和冷拔法是生產(chǎn)制造異型管的合理方式,它適用生產(chǎn)制造各類截面和材料的管材。以便能生產(chǎn)制造品種齊全的異型管,還必需有著各種生產(chǎn)制造方式。20世紀(jì)90年代,在我國在原先只能冷拔的基礎(chǔ)上,又開發(fā)設(shè)計出輥拔、擠壓成型、液壓、旋軋、旋壓、連軋、旋轉(zhuǎn)鍛造和無模拔等各種生產(chǎn)制造方式,并在不斷改善和造就新的機(jī)器設(shè)備與加工工藝。構(gòu)工程項目")
溫州異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
溫州異型管焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護(hù)效果不好。
溫州異型管為使氬氣很好地保護(hù)焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應(yīng)保持80-85°角填充焊絲與異型管表面夾角應(yīng)盡可能地小,一般為10°左右。
溫州異型管焊接容易受到風(fēng)的影響,有時微風(fēng)而產(chǎn)生氣孔,所以風(fēng)速在0.5m/sec以上的地方,都應(yīng)當(dāng)采取防風(fēng)措施。
保護(hù)氣體一般為二氧化碳?xì)怏w,氣體流量以20-25L/min較適宜。
溫州異型管采用垂直外特性的電源,直流時采用正極性,焊絲接負(fù)極。
溫州異型管為防止異型管焊接氣孔之出現(xiàn),焊接部位如有鐵銹、油污等務(wù)必清理干凈。
溫州異型管焊嘴與異型管間的距離以15-25mm為宜。構(gòu)工程項目")
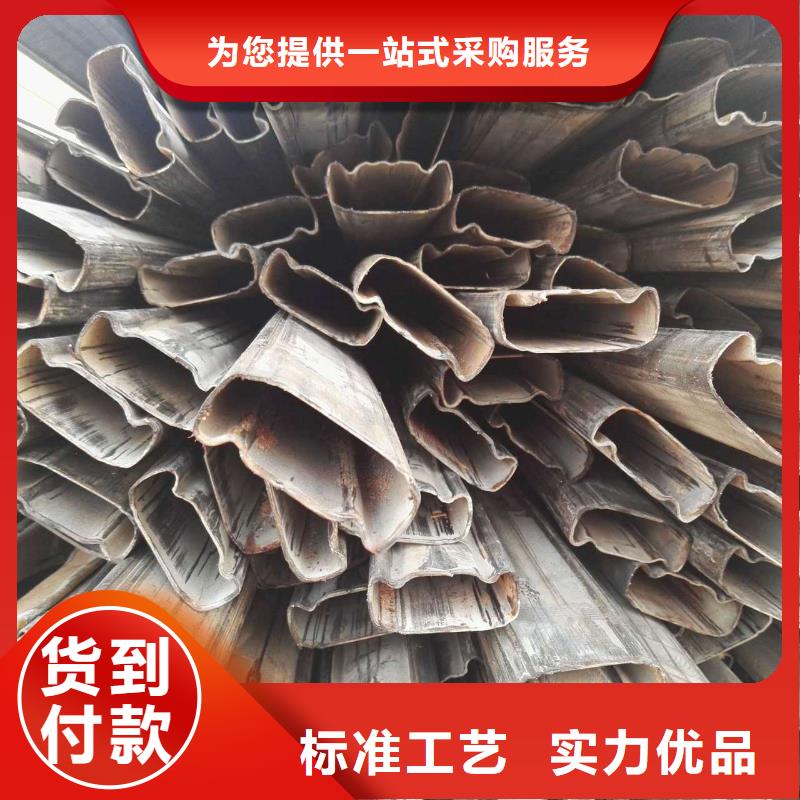
溫州異型管的表面質(zhì)量十分重要,因為在管坯赴任何殘障都市帶到制品異型管上,并且有殘障的地點頻頻會釀成應(yīng)力集中,通過塑性變形將使殘障加深、加長;
溫州異型管內(nèi)部組織緊要是指縮孔和中央疏松,非金屬夾雜的積累、氣體的含量等。這種要求的嚴(yán)格程度,隨異型管的用途和鋼種的差異而異;
要對溫州異型管坯進(jìn)行顯微組織的檢驗,以測定非金屬夾雜物(如硫化物、氧化物及碳化物)的含量及分布形態(tài),鑒別帶狀組織與脫碳層等;
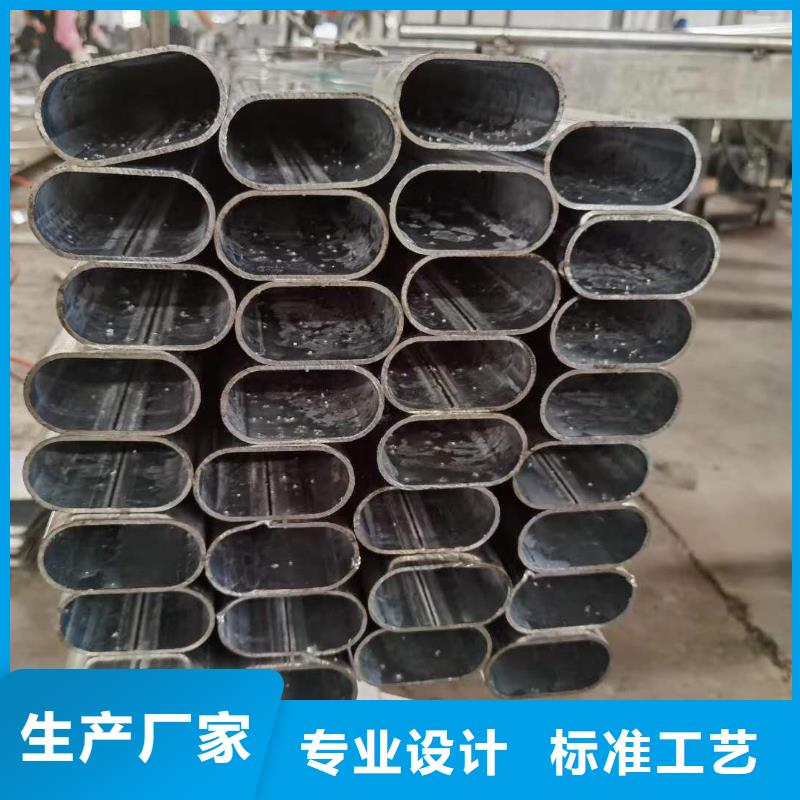
溫州異型管為了擔(dān)保穿孔過程的合理進(jìn)行和獲得高質(zhì)量的異型管,必需對管坯的幾何尺寸,低倍組織和表面狀態(tài)等提出嚴(yán)格的要求;
溫州異型管坯的低倍組織不應(yīng)有肉眼可見≥1級的殘余縮孔、翻皮、分層、氣泡、砂眼、非金屬夾雜、白點及裂紋等。構(gòu)工程項目")
溫州異型管變形主要是焊縫收縮力大于母材強(qiáng)度造成的。
【1】溫州異型管只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在 段起弧處。
【2】溫州異型管采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
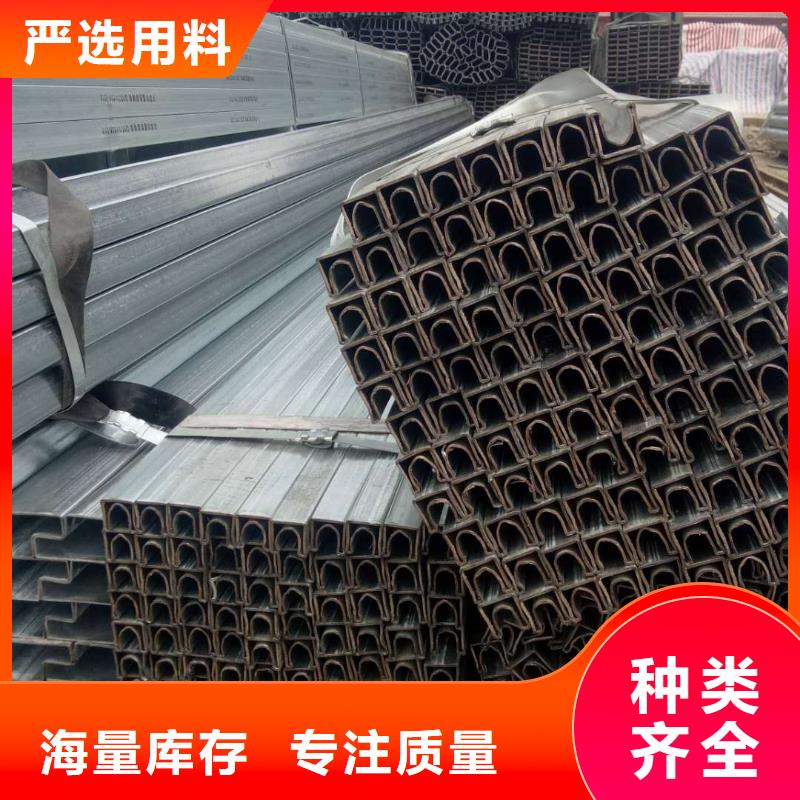
【3】溫州異型管有對稱的兩條、四條焊縫的,從一端開始焊,采用對稱越前法兩條交錯焊。比方: 次焊150mm長仃止,再焊對稱方300mm,越過前面150mm,隨后每次焊300mm,就每次越過150mm了。 異型管是帶鋼經(jīng)過工藝處理卷制而成。一般是把帶鋼經(jīng)過拆包異型鋼管制成方形管然后剪切成需要長度。一般是50根每包。又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J1、鍍鋅方矩管壁厚的允許偏差,當(dāng)壁厚不大于10mm時不得超過公稱壁厚的正負(fù)10%,當(dāng)壁厚大于10mm時為壁厚的正負(fù)8%,彎角及焊縫區(qū)域壁厚除外。2、鍍鋅方矩管的彎曲度每米不得大于2mm,異型鋼管長度的0.15%。3、鍍鋅方矩管的通常交貨長度為4000mm-12000mm,以6000mm和12000mm居多。方矩管允許交付不小于異型鋼管產(chǎn)品,也可以接口管形式交貨,但需方在使用時應(yīng)將接口管切除。短尺和非定尺產(chǎn)品的重量不超過總交貨量的5%,對于理論重量大于20kg/m的方矩管應(yīng)不超過總交貨量的11%。構(gòu)工程項目")
