


精心打磨的產品視頻已準備就緒,它將帶您深入【護欄】不銹鋼復合管護欄出廠嚴格質檢的魅力世界,讓您重新發現產品的無限可能。
以下是:【護欄】不銹鋼復合管護欄出廠嚴格質檢的圖文介紹


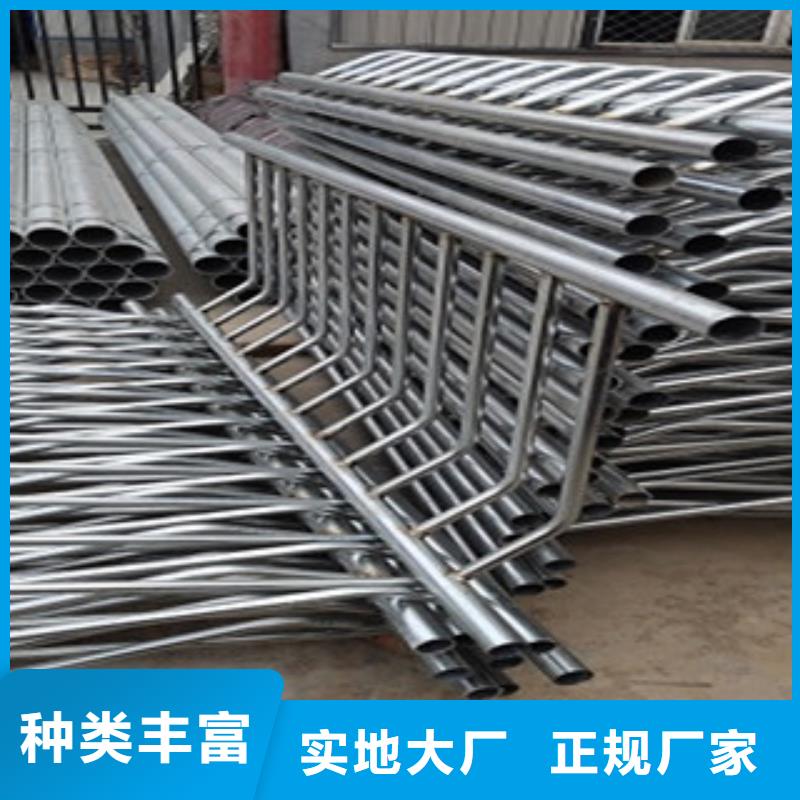
目前雙金屬復合管的生產方法主要包括冷成型法、熱成型法、離心鑄造法、離心鋁熱劑法、爆炸焊成型法、電磁成型法等等。 冷成型法:冷成型制造工藝的基本特征是將預加工好的薄壁不銹鋼管套入碳鋼管中,然后通過機械方法使不銹鋼管緊緊貼合在碳鋼管內壁上。薄壁不銹鋼管有兩種獲得途徑:一種是通過選擇合適規格的無縫不銹鋼管,通過旋壓的方法使之變薄,達到要求的外徑和厚度;另一種是用薄的不銹鋼板或鋼帶在專用的制管機上用tig焊接成直縫或螺旋縫不銹鋼管。采用拉拔、脹接、旋壓和滾壓等方法使不銹鋼管緊緊貼合在碳鋼管內壁上,其中拉拔和脹接為常用。拉拔是取兩根分別制成的無縫鋼管,將一根套在另一根外面,然后將兩管通過一模具同時進行拉拔,從而實現緊密配合的機械結合。



俊邦金屬材料有限公司恪守顧客至上, 四川資陽防撞立柱質量優良,價格合理 的宗旨。承蒙各界朋友的協助與支持,我公司將不斷發展壯大。全體員工熱誠歡迎海內外客商前來參觀訪問


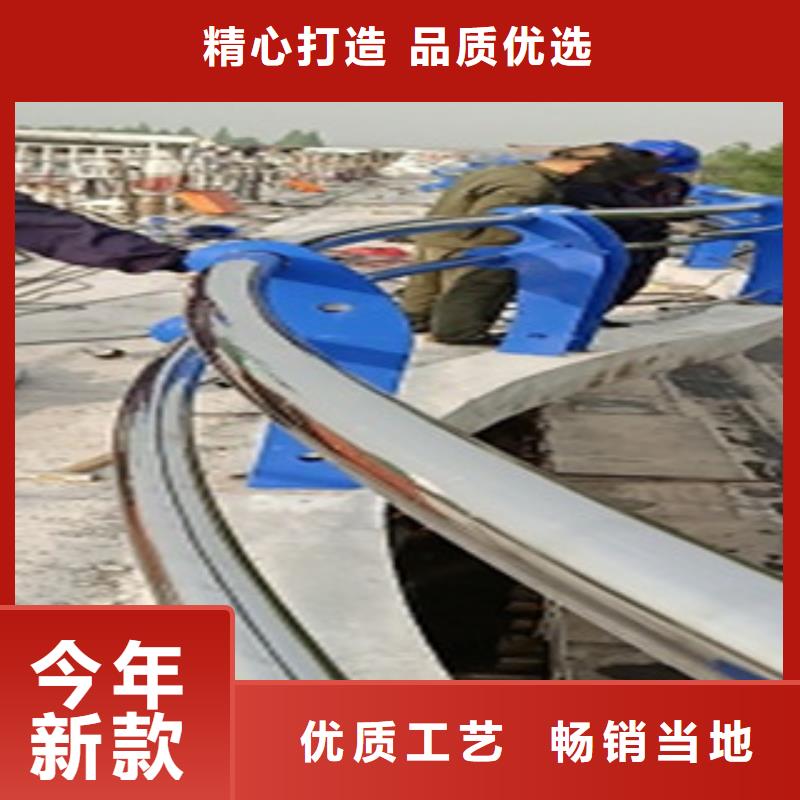
橋梁由于路側護欄本身也是障礙物,在條件許可的情況下,路側護欄應設置得盡可能遠離行車道。這樣,偏離行車道的車輛能夠大可能地無事故地重新駛回行車道。路側物體距離行車道邊緣超過一定值后,就不被認作障礙物,駕駛者一般不會因之降低車速或改變車輛在行車道上的位置。這個距離稱為橫向偏位。這個距離隨車速的不同而不同。根據我國的公路技術標準⑤的規定,我國各級公路橫斷面均能滿足此要求。但是,必須注意要確保路側護欄與其他構造物相連時適當的過渡設計;還應注意要確保護欄與障礙物之間適當的距離。 橋梁護欄碰撞時變形設置的思考:護欄碰撞時的變形不僅是形式選擇的重要因素,也是設置的重要因素。尤其是被防護的障礙物是剛性物體時,護欄與物體之間的距離應足夠大以避免車輛在剛性物體上絆阻。橋梁護欄與剛性物體之間的距離不應小于10t重的車、15°碰撞角、60km/h車速時碰撞的動態變形。有些情況下,護欄與物體之間的距離可能小于這個變形量,應增強固定物體前護欄的剛度。一般用以減少半剛性或柔性護欄的變形量的方法主要有:減少立柱間距、增加柱子尺寸、增加梁的剛度等。因此,不銹鋼橋梁護欄的距離設置也影響了橋梁整體的系數及性能。


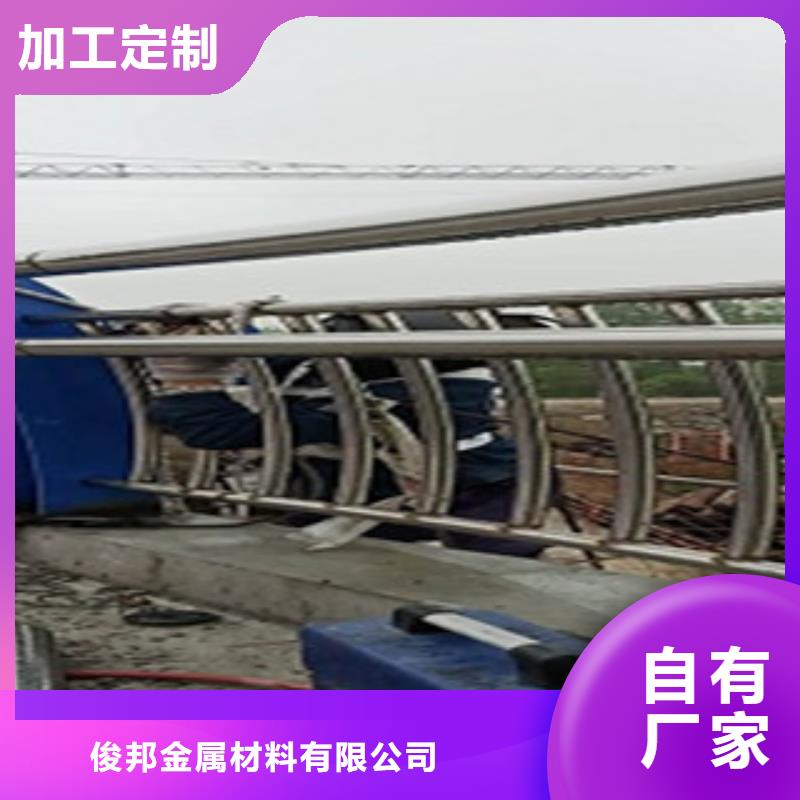
內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點: (1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。 (2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。 (3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。 (4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。 (5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。



