



想要快速了解鋼筋籠加工設備品牌廠家產品?視頻給你直觀的感受!
以下是:鋼筋籠加工設備品牌廠家的圖文介紹

自制鋼筋籠纏繞機/全自動數控華爾網鋼筋籠繞筋機速度比全自動數控鋼筋籠繞筋機的油泵壓力不足的分析1、華爾網本地帶動油泵的電動機的轉向反了。整改措施就是調換一下電動機三相電源線中的任意兩個相位。2、華爾網本地油箱內的油液位過低。就是添加液壓油到油泵能抽到的位置以上。3、華爾網本地閥壞了或者的壓力偏低。措施是更換新的的閥,湖綜合調壓閥的大小。4、華爾網本地由于磨損原因,造成油泵和電機之間的聯軸器不起效了。修改是更換失效的聯軸器。5、華爾網本地數控華爾網鋼筋籠繞筋機的電磁換向閥卡死了。修復換向閥,或者更換新的換向閥。6、華爾網本地油缸的密封圈出現了問題,這種情況一般就是直接更換新的密封圈.


建貿數控鋼筋籠滾焊機廠家有限公司擁有中、高級工程技術人員180余人,擔負著全部 山西晉中注漿泵產品的研發設計與生產指導。擁有完善的質量保證體系、嚴格的管理制度、強大的生產能力和先進的檢測手段,在保證 山西晉中注漿泵產品高質量、高產出的同時也具備了較高的市場占有率和較強的市場競爭力。



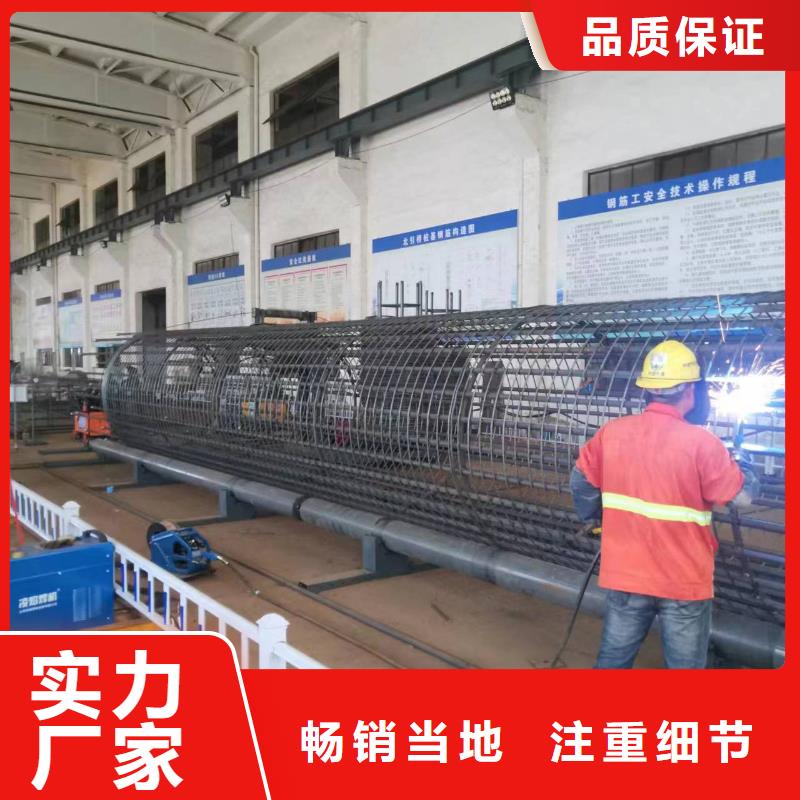
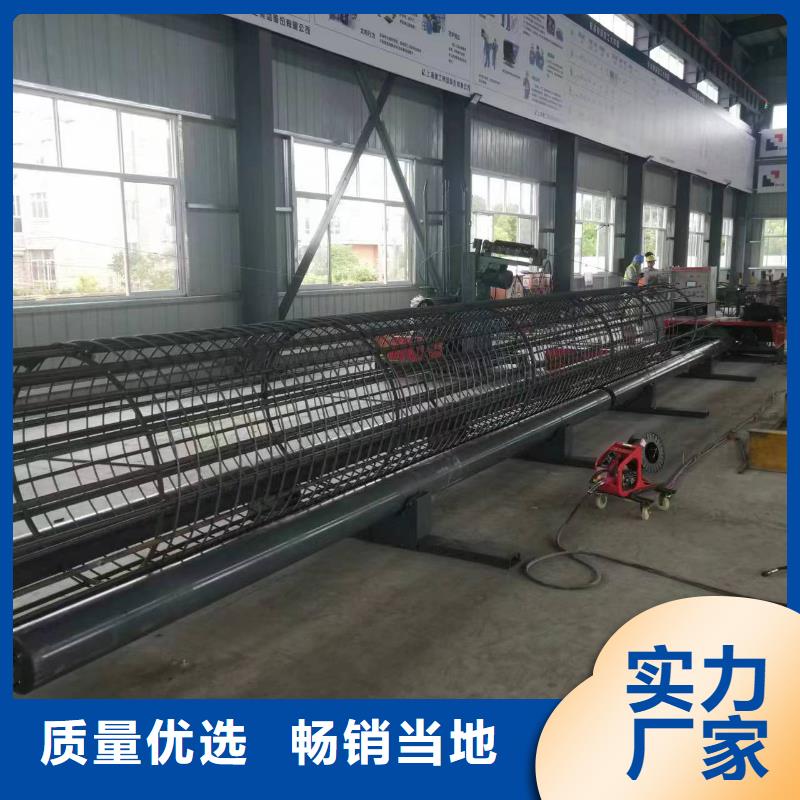
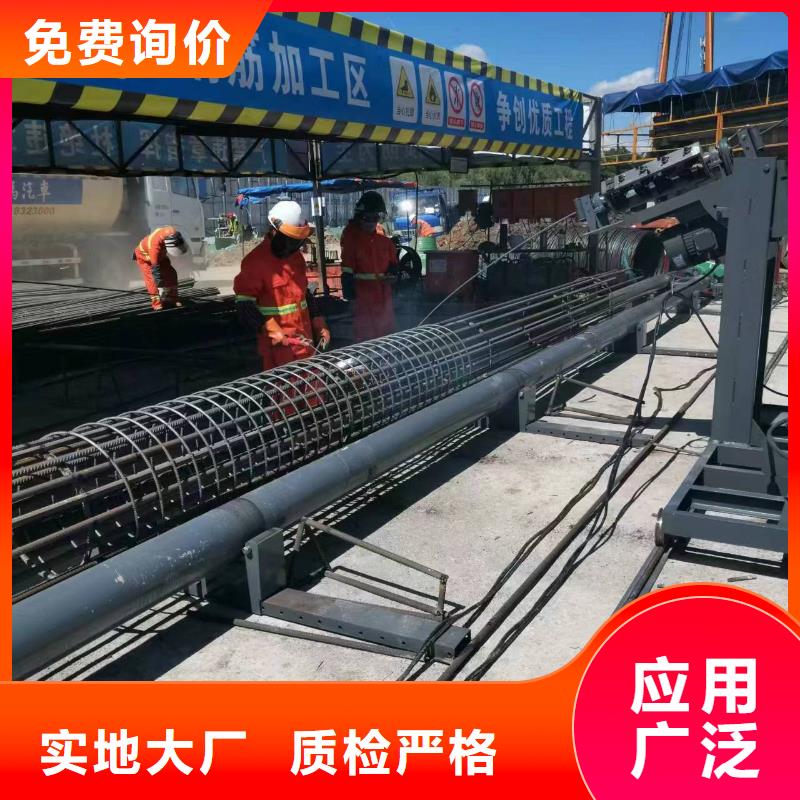
鋼筋籠全長9米時一般用兩根過渡箍,纏繞筋起點位置為前端,在前端外套入一個過渡箍,避免在纏繞區內。末端在鋼筋籠尾部膠輥靠前面位置套入一個過渡箍,當纏繞筋工作到附近時,用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時過渡箍是旋轉狀態,容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。華爾網鋼筋籠繞筋機12米以上,或者單節鋼筋籠較重時,骨架中間加焊1、華爾網當地2圈纏繞筋替代第三個過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個過渡箍的中間一個箍應置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉到上面直到全部退出。準備臺架;若采用骨架直接滾進輥輪內檔(小型鋼筋籠),骨架制作臺架高度與設備同高。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、華爾網當地箍筋,低速轉動膠輥,抬二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。

