





觀看我們的產品視頻,就像打開了一扇通往紫銅管,黃銅板實地大廠產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
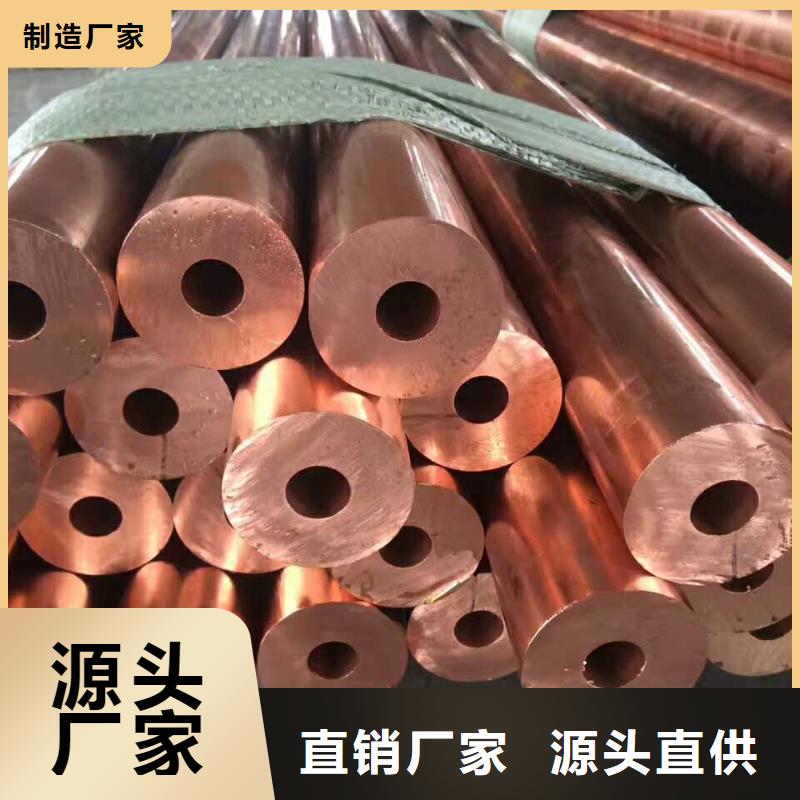
以下是:紫銅管,黃銅板實地大廠的圖文介紹

從市場情況來看,紫銅管大幅上漲提振市場心,同時由于多數銅廠推漲,現貨貿易商多積極跟漲。午后隨著高位成交表現一般,部分獲利盤有套現需求,全天成交與上一交易日相差不大。目前下游旺季用銅需求繼續釋放,短期需關注高價資源下的需求持續性。
今日早盤期貨市場大幅上漲,現貨市場心明顯提振,商家報價大幅拉漲,低位成交尚可,但紫銅管高位成交有些乏力。午后隨著期貨的繼續走高,部分城市價格再度拉漲,高位成交整體一般。目前市場需求韌性較好,但隨著價格的持續走高,對下游的承受力有一定的考驗。短期在期盤的大漲及庫存壓力不大的支撐下,市場價格仍有上行的趨勢,不過仍需關注后期需求面的表現。
據市場反饋,今日紫銅管期貨持續走強以及近期銅廠結算相對偏高刺激,多地商戶多高賣為主。南北價差呈持續收窄狀態,從銅廠了解到,近期整體出口訂單較好,南下資源稀少,加之市場成交偏好,對價格提漲有較強支撐。


管道調直
1)銅及銅合金管道的調直應先將管內充沙,然后用調直器進行調直;也可將充砂銅管放在平板或作業臺上,并在其上鋪放木墊板,再用橡皮錘、木錘或方木沿管身悄悄敲擊,逐段調直。2)調直過程中留意用力不能過大,不得使管子表面發生錘痕、凹坑、劃痕或粗糙的痕跡。調直后應將管內的殘砂等整理潔凈。
5.管道切開:
5.1 銅及銅合金管的切開可選用鋼鋸、砂輪鋸,但不得選用氧-焰切開。 5.2 銅及銅合金管坡口加工選用銼刀或坡口機,但不得選用氧-焰來切開加工。夾持銅管的臺虎鉗鉗口兩邊應墊以木板襯墊,以防夾傷管子。
6.彎管:
銅及銅合金管煨彎時盡量不必熱熔,因熱煨后管內填充物(如河沙、松香等)不易鏟除。一般管徑在100mm以下者選用冷彎,彎管機及操作辦法與不銹鋼的冷彎基相同。管徑在100mm以上者選用限制彎頭或焊接彎頭。銅彎管的直邊長度不該小于管徑,且不少于30mm。
6.1 熱煨彎:
1)先將管內充入無雜質的干細沙,并木錘敲實,然后用木塞堵住兩頭管口,再在管壁上畫出加熱長度的記號,應使彎管的直邊長度不小于其管徑,且不小于30mm; 2)用木碳對管身的加熱段進行加熱,如選用焦炭加熱,應在封閉炭爐吹風機的條件下進行,并不斷滾動管子,使加熱均勻; 3)當加熱至400~500℃時,敏捷取出管子放在胎具上彎制,在彎制過程中不得在管身上灑水冷卻。 4)熱煨彎后,管內不易鏟除的河沙可用濃度15%~20%的在管內存留3 小時使其溶蝕,再用10%~15%的堿中和,以潔凈的熱水沖刷,再在120~150℃溫度下經3~4 小時烘干。
6.2 冷煨彎:
冷煨彎一般用于紫銅管。操作工序的前兩道同本條一中的1 和2.隨后,當加熱至540℃時,當即取出管子,并對其加熱部分灑水,待其冷卻后,再放到胎具上彎制。。
7.法蘭銜接:
銅及銅合金管道上選用的法蘭依據接受的壓力不同,可選用不同方式的法蘭銜接。法蘭銜接的方式一般有翻邊活套法蘭、平焊法蘭和對焊法蘭等。一般管道壓力在2.5MPa 以內選用光滑面鑄銅法蘭銜接;當壓力在6.4MPa 以內時選用凹凸面鑄銅法蘭銜接。法蘭及螺栓材料牌號應依據 公布的有關標準選用。公稱 壓力在0.25MPa 及6MPa 的管道銜接,選用銅套翻邊活套法蘭或銅管翻邊活套法蘭。
7.1 與銅管及銅合金管道銜接的銅法蘭宜選用焊接,焊接辦法和質量要求應與鋼管道的焊接共同。 7.3 銅及銅合金管道法蘭銜接中的墊片一般可選用橡膠石棉墊或銅墊片。 7.4 法蘭外緣的圓柱面上應打出材料牌號、公稱壓力和公稱通徑的印記。例如法蘭材料牌號為H62、PN=2.5MPa、 DN=100mm,則印記符號為:H6225-100。 7.5 管道選用活套法蘭銜接時,有兩種結構:一種是管子翻邊,另一種是管端焊接焊環。焊環的原料與管材相同。翻邊活套法蘭及焊環尺度規格詳見化工部及原一機部法蘭標準。 7.6 銅及銅合金管翻邊模具有內模及外模。內模是一圓錐形的鋼模,其外徑應與翻過管子內徑持平或略小。 7.7 鋼管翻邊銜接應堅持兩管同軸,其誤差為:公稱直徑 ≤50mm,≯1mm;公稱直徑≥50mm,≯2mm。 7.8 銅法蘭之間的密封墊片一般選用石棉橡膠板或銅墊片,但也能夠依據運送介質溫度和壓力挑選其它原料的墊片。
1)銅及銅合金管道的調直應先將管內充沙,然后用調直器進行調直;也可將充砂銅管放在平板或作業臺上,并在其上鋪放木墊板,再用橡皮錘、木錘或方木沿管身悄悄敲擊,逐段調直。2)調直過程中留意用力不能過大,不得使管子表面發生錘痕、凹坑、劃痕或粗糙的痕跡。調直后應將管內的殘砂等整理潔凈。
5.管道切開:
5.1 銅及銅合金管的切開可選用鋼鋸、砂輪鋸,但不得選用氧-焰切開。 5.2 銅及銅合金管坡口加工選用銼刀或坡口機,但不得選用氧-焰來切開加工。夾持銅管的臺虎鉗鉗口兩邊應墊以木板襯墊,以防夾傷管子。
6.彎管:
銅及銅合金管煨彎時盡量不必熱熔,因熱煨后管內填充物(如河沙、松香等)不易鏟除。一般管徑在100mm以下者選用冷彎,彎管機及操作辦法與不銹鋼的冷彎基相同。管徑在100mm以上者選用限制彎頭或焊接彎頭。銅彎管的直邊長度不該小于管徑,且不少于30mm。
6.1 熱煨彎:
1)先將管內充入無雜質的干細沙,并木錘敲實,然后用木塞堵住兩頭管口,再在管壁上畫出加熱長度的記號,應使彎管的直邊長度不小于其管徑,且不小于30mm; 2)用木碳對管身的加熱段進行加熱,如選用焦炭加熱,應在封閉炭爐吹風機的條件下進行,并不斷滾動管子,使加熱均勻; 3)當加熱至400~500℃時,敏捷取出管子放在胎具上彎制,在彎制過程中不得在管身上灑水冷卻。 4)熱煨彎后,管內不易鏟除的河沙可用濃度15%~20%的在管內存留3 小時使其溶蝕,再用10%~15%的堿中和,以潔凈的熱水沖刷,再在120~150℃溫度下經3~4 小時烘干。
6.2 冷煨彎:
冷煨彎一般用于紫銅管。操作工序的前兩道同本條一中的1 和2.隨后,當加熱至540℃時,當即取出管子,并對其加熱部分灑水,待其冷卻后,再放到胎具上彎制。。
7.法蘭銜接:
銅及銅合金管道上選用的法蘭依據接受的壓力不同,可選用不同方式的法蘭銜接。法蘭銜接的方式一般有翻邊活套法蘭、平焊法蘭和對焊法蘭等。一般管道壓力在2.5MPa 以內選用光滑面鑄銅法蘭銜接;當壓力在6.4MPa 以內時選用凹凸面鑄銅法蘭銜接。法蘭及螺栓材料牌號應依據 公布的有關標準選用。公稱 壓力在0.25MPa 及6MPa 的管道銜接,選用銅套翻邊活套法蘭或銅管翻邊活套法蘭。
7.1 與銅管及銅合金管道銜接的銅法蘭宜選用焊接,焊接辦法和質量要求應與鋼管道的焊接共同。 7.3 銅及銅合金管道法蘭銜接中的墊片一般可選用橡膠石棉墊或銅墊片。 7.4 法蘭外緣的圓柱面上應打出材料牌號、公稱壓力和公稱通徑的印記。例如法蘭材料牌號為H62、PN=2.5MPa、 DN=100mm,則印記符號為:H6225-100。 7.5 管道選用活套法蘭銜接時,有兩種結構:一種是管子翻邊,另一種是管端焊接焊環。焊環的原料與管材相同。翻邊活套法蘭及焊環尺度規格詳見化工部及原一機部法蘭標準。 7.6 銅及銅合金管翻邊模具有內模及外模。內模是一圓錐形的鋼模,其外徑應與翻過管子內徑持平或略小。 7.7 鋼管翻邊銜接應堅持兩管同軸,其誤差為:公稱直徑 ≤50mm,≯1mm;公稱直徑≥50mm,≯2mm。 7.8 銅法蘭之間的密封墊片一般選用石棉橡膠板或銅墊片,但也能夠依據運送介質溫度和壓力挑選其它原料的墊片。



辰昌盛通金屬材料有限公司在激烈的市場競爭中,能實現穩步發展,靠的是以市場為導向,以質量為生命,以技術創新為依托。研究 安徽合肥紫銅排市場的同時,不忘抓質量,并以不斷的資金投入,確保技改項目的成功實施,從而提高了 安徽合肥紫銅排產品質量,擴大了市場份額。市場經濟不同情弱者,但也不會傾情于魯莽,面對企業的生存競爭,更多的是依靠理性和智慧。以 安徽合肥紫銅排產品質量贏得市場。

紫銅管與一般的塑料管相比較,可以發現塑料管的主要材料中含有增塑劑等化學添加成分,容易隨時間與溫度的變化而引起逸出或塑料的硬化和脆化現象。而紫銅銅管則沒有塑料管的各種改性劑、助劑、添加劑等化學成分,性質非常穩定。而且供水中的大腸桿菌在紫銅管道內不能再繼續繁殖,99%以上的水中細菌在進入紫銅管道5個小時后被徹底殺滅。而且紫銅管組織結構極其致密,具有不可滲透性。無論是油脂、細菌、病毒、氧氣和紫外線等有害物質都不能穿過它而污染水質。此外,紫銅管不含化學添加成分,不會燃燒釋放有毒的氣體使人窒息。而且銅的再生利用有利于環境保護,是可持續發展的綠色建材。
實用性編輯
紫銅管的連接牢固度非常強,使其更具實用價值。因為市場上的管材多種多樣,接口配件以銅質的管材為主,即使有些管材部分可以不使用銅質配件,它在與水龍頭接口的地方還是要有一個銅配件。但銅管配件若與其他管材相連,由于管道與配件的材質不同,熱脹冷縮時的物理和機械性能差別很大,連接的牢固度自然要受到額外的挑戰。因此,銅管與銅質配件連接,牢固度將得到很大的增強。
實用性編輯
紫銅管的連接牢固度非常強,使其更具實用價值。因為市場上的管材多種多樣,接口配件以銅質的管材為主,即使有些管材部分可以不使用銅質配件,它在與水龍頭接口的地方還是要有一個銅配件。但銅管配件若與其他管材相連,由于管道與配件的材質不同,熱脹冷縮時的物理和機械性能差別很大,連接的牢固度自然要受到額外的挑戰。因此,銅管與銅質配件連接,牢固度將得到很大的增強。

