


無縫精密鋼管的彎曲半徑
例如:彎曲半徑為=1.25*D=27.5
32*2的小彎曲半徑?
管子的彎曲半徑是指管子的軸線處。
計算胎具的小處半徑:
胎具小處半徑= 彎曲半徑 - 管子半徑 =16.5


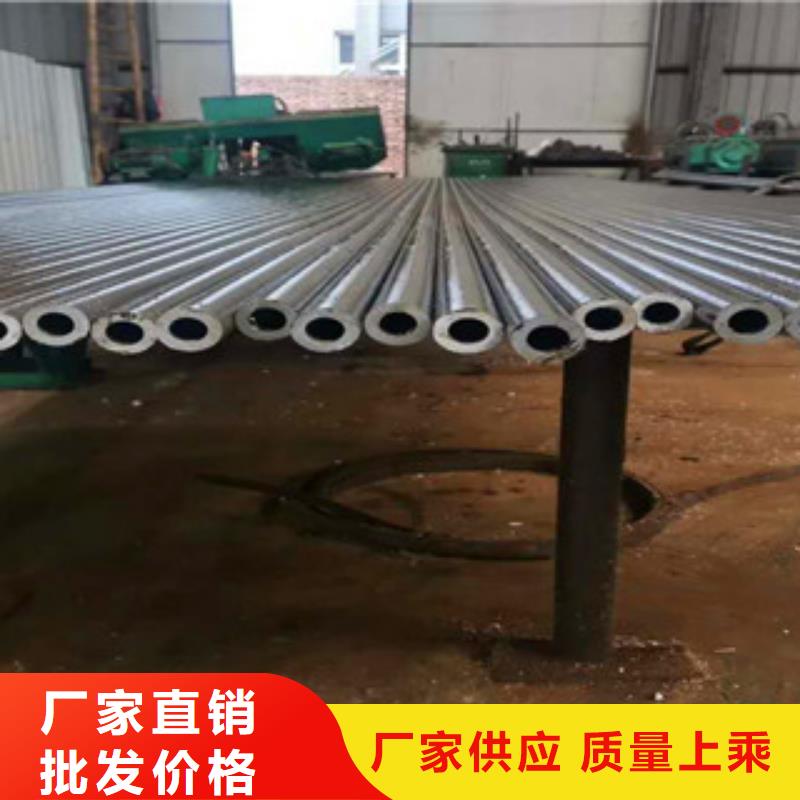
精密鋼管擠壓
用擠壓方法生產管材。擠壓管材的品種和規格達2500余種。在大型立式擠壓機上擠壓的鋁管 外徑達1500mm的鋁管。在200MN臥式擠壓機上可獲得外徑小于或等于1000mm的管材。采用輪靴式擠壓機(見連續擠壓)可擠出≠5mmX0.4mm的細管材。
擠壓方法
管材可采用正向擠壓、反向擠壓和聯合擠壓法生產,但聯合擠壓法目前較少應用。在管材正向擠壓中,廣泛應用的是空心錠一穿孔針法(圖a)、實心錠一穿孔針法(圖b)和實心錠焊合擠壓法(見組合模擠壓)。
空心錠正向擠壓時,由于被擠壓金屬同穿孔針之間存在摩擦力,減少了內層金屬的超前流動,金屬流動比較均勻。此外,錠坯中心為穿孔針占據,不會產生擠壓縮尾。采用實心錠一穿孔針法時,穿孔過程分為4個階段。第1階段為準備階段即填充階段,第2階段為開始穿孔階段,第3階段為劇烈穿孔階段,第4階段為穿透階段。針尖一旦進入模孔工作帶,穿孔過程即告結束。采用實心錠坯的穿孔擠壓具有如下優點:工序少,周期短,幾何廢料少,成本較低;金屬流動均勻,管材組織性能均勻,成品率高;產品內外表面質量好;穿孔針不需要潤滑;工模具設計和制造都比組合模擠壓簡單,使用壽命也較長。在管材生產中,穿孔擠壓仍存在較大的局限性,多用于擠壓管坯毛料和擠壓熔點較低的合金管材,且只適用于短錠、高溫、慢速擠壓工藝。在帶隨動針的小擠壓機上擠壓以及擠壓長管、大直徑管和異形薄壁管時,采用穿孔擠壓則相當困難。采用焊合法擠壓管材時可用舌形模和平面組合模在各種型式的擠壓機上將實心錠坯擠壓成管材。由于組合模針短,牢固地固定于模子中間,采用焊合法可擠壓內徑小、壁厚薄、精度高、內表面質量好的管材。然而此法只適用于在正常的擠壓溫度下易成形的金屬和合金,如工業純鋁、鋁-錳及鋁-鎂-硅系合金,在某些情況下也可以擠壓鋁-鎂合金。



龍麗金屬材料有限公司堅持“誠信為本,信譽至上,服務用戶,回報社會”是我們的服務理念。我公司一貫堅持“質量至上,用戶至上,滿意服務,信守合同”的宗旨,憑借著高質量的產品,良好的信譽,滿意的服務。“學習,超越”是本公司的企業精神,我們將更加謹誠的致力于 遼寧大連精拉光亮管事業,以百倍真誠的合作與廣大海內外客戶共榮發展,同創輝煌!


