
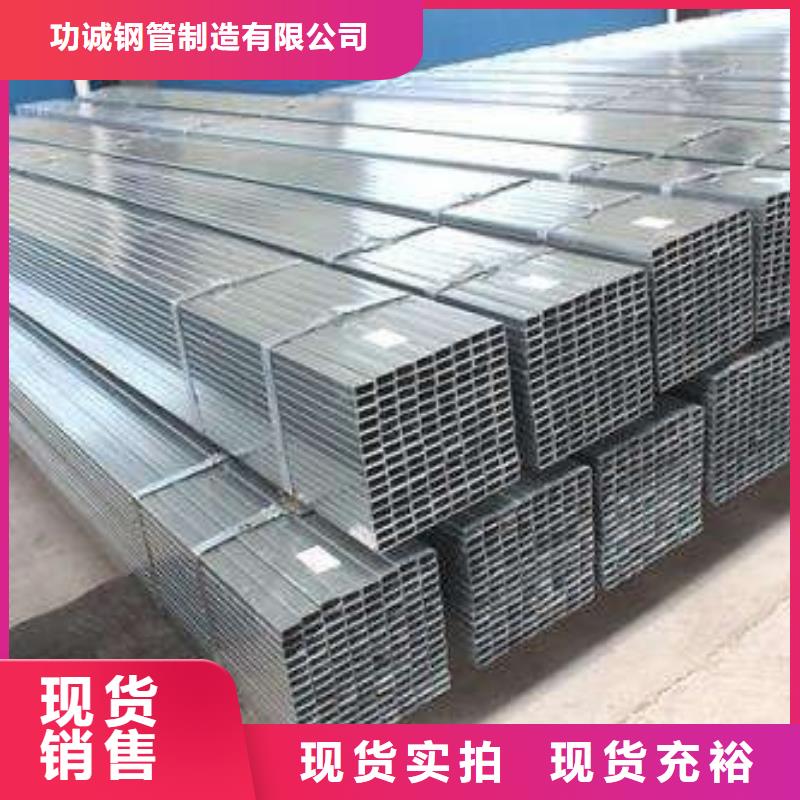



熱鍍鋅鋼管廣泛應用于建筑、機械、煤礦、化工、鐵道車輛、汽車工業、公路、橋梁、集裝箱、體育設施、農業機械、石油機械、探礦機械等制造工業。
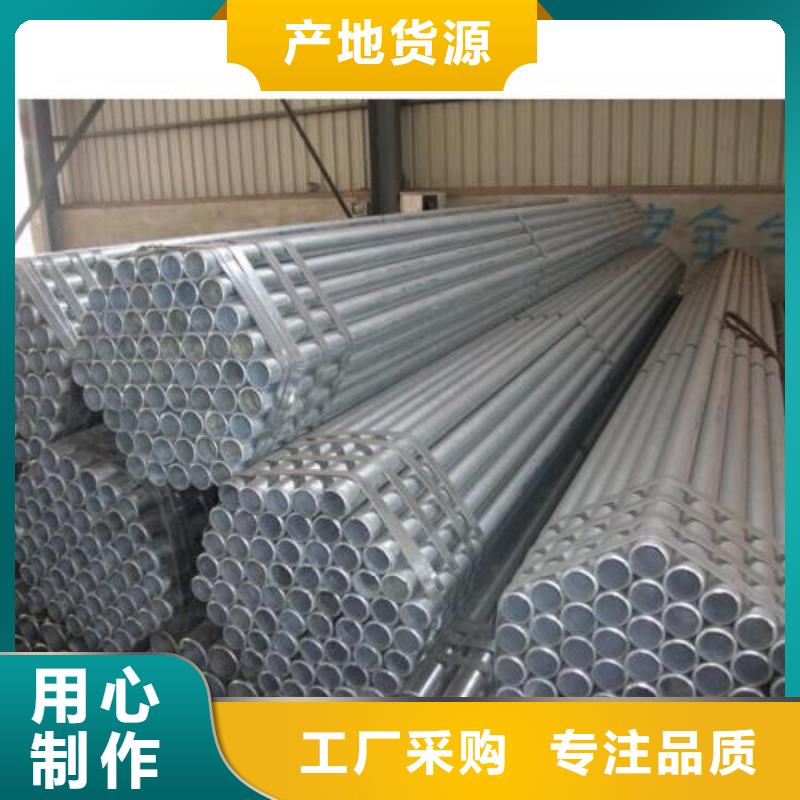
鍍鋅鋼管表面有熱浸鍍或電鍍鋅層的焊接鋼管。鍍鋅可增加鋼管的抗腐蝕能力,延長使用壽命。鍍鋅管的用途很廣,除作輸水、煤氣、油等一般低壓力流體的管線管外,還用作石油工業特別是海洋油田的油井管、輸油管,化工焦化設備的油加熱器、冷凝冷卻器、煤餾洗油交換器用管,以及棧橋管樁、礦山坑道的支撐架用管等。冷鍍鋅管就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規的鍍鋅管生產廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。只有那些規模小、設備陳舊的小企業采用電鍍鋅,當然他們的價格也相對便宜一些。建設部已正式下文,淘汰技術落后的冷鍍鋅管,不準用冷鍍鋅管作水、煤氣管。 冷鍍鋅鋼管鍍鋅層是電鍍層,鋅層與鋼管基體獨立分層。鋅層較薄,鋅層簡單附著在鋼管基體上,容易脫落。故其耐腐蝕性能差。在新建住宅中,禁止使用冷鍍鋅鋼管作為給水管。



津鐵物資有限公司主營: 湖北荊門鍍鋅鋼管,我司是一家專業制造 湖北荊門鍍鋅鋼管的生產企業。本公司自行設計、制造 湖北荊門鍍鋅鋼管。本公司始終以質量、誠信為本、服務為發展方針,以開拓發展湛新的技術為前進動力,本公司熱忱歡迎社會各界人士光臨指導、惠顧洽談,共謀發展。





鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。
6、冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。
7、水壓試驗水壓試驗應在黑管進行,也可用渦流探傷代替水壓試驗。試驗壓力或渦流探傷對比試樣尺寸應符合GB 3092的規定。鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標。
①抗拉強度(σb):試樣在拉伸過程中,在拉斷時所承受的 力(Fb),除以試樣原橫截面積(So)所得的應力(σ),稱為抗拉強度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的 能力。式中:Fb--試樣拉斷時所承受的 力,N(牛頓); So--試樣原始橫截面積,mm2。
②屈服點(σs):具有屈服現象的金屬材料,試樣在拉伸過程中力不增加(保持恒定)仍能繼續伸長時的應力,稱屈服點。若力發生下降時,則應區分上、下屈服點。屈服點的單位為N/mm2(MPa)。 上屈服點(σsu):試樣發生屈服而力首次下降前的 應力; 下屈服點(σsl):當不計初始瞬時效應時,屈服階段中的小應力。 式中:Fs--試樣拉伸過程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。
③斷后伸長率:(σ)在拉伸試驗中,試樣拉斷后其標距所增加的長度與原標距長度的百分比,稱為伸長率。以σ表示,單位為%。式中:L1--試樣拉斷后的標距長度,mm; L0--試樣原始標距長度,mm。


鍍鋅鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。
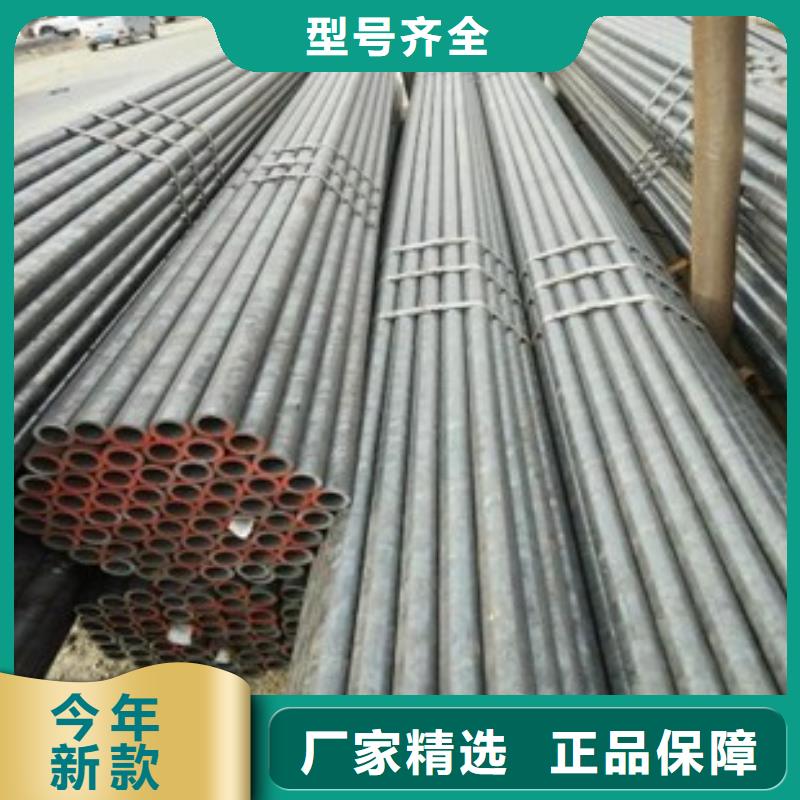
廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。一般的鍍鋅鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋鍍鋅鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。
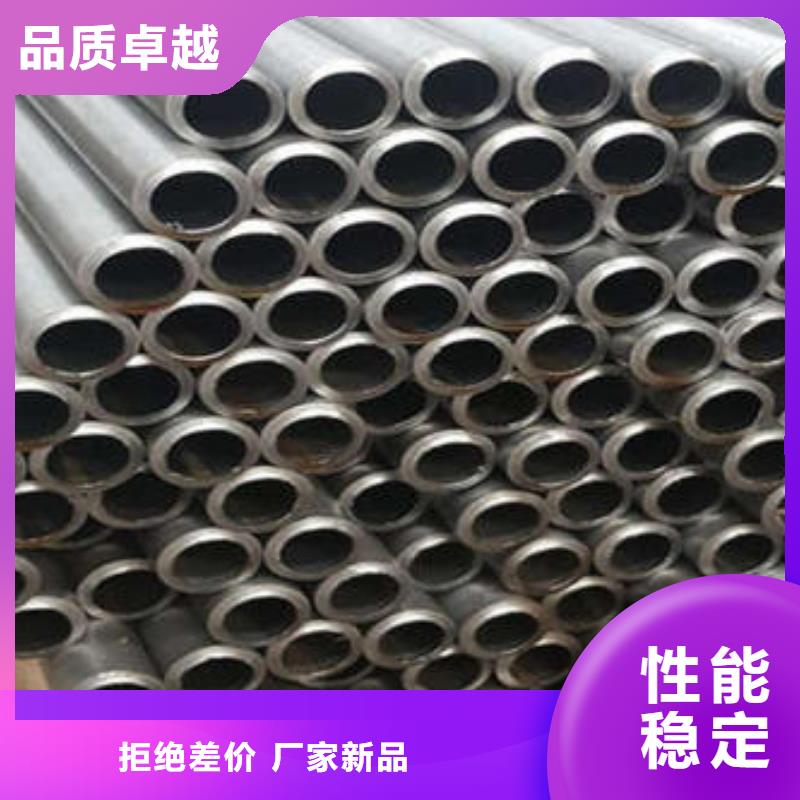
外觀上冷軋鍍鋅鋼管要短于熱軋鍍鋅鋼管,冷軋鍍鋅鋼管的壁厚一般比熱軋鍍鋅鋼管要小,但是表面看起來比厚壁鍍鋅鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。熱軋鍍鋅鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋鍍鋅鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 鍍鋅鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。鍍鋅鋼管的規格用外徑*壁厚毫米數表示。



