
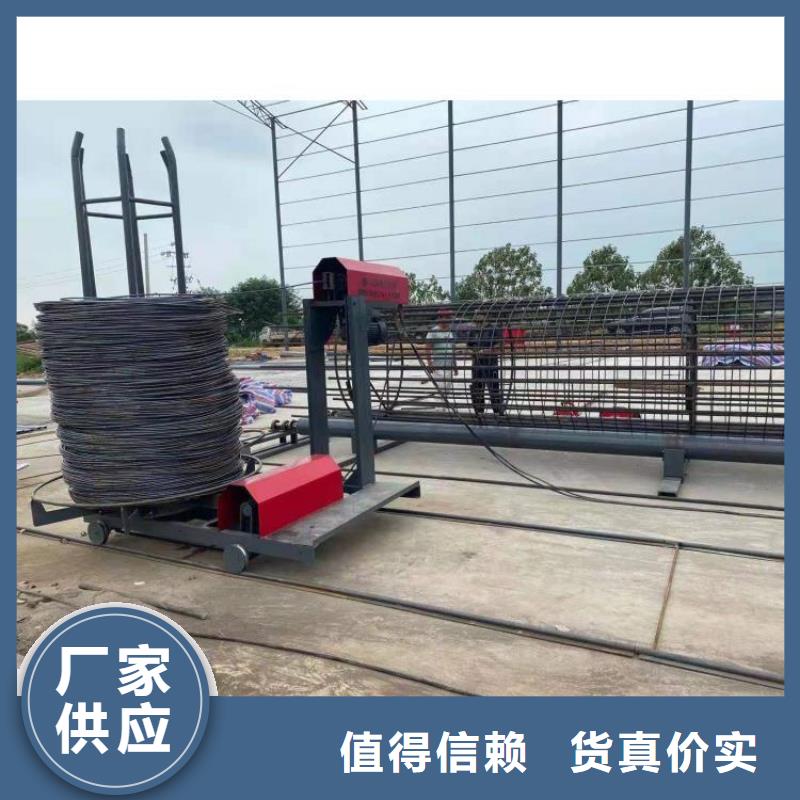





鋼筋籠滾籠機四。鋼筋籠滾焊機優(yōu)點:加工可靠:由于采用的是數控機械化作業(yè),能夠化制作鋼筋籠,間距均勻,精度高;機械,盤筋與主筋纏繞緊密;邊成型邊加內加強筋,確保鋼筋籠同心度。加工速度快:正常情況下備料及滾焊部分3人一班,分二班作業(yè),6個人就可以加工出20多個12米長成品的鋼筋籠,工作效率非常高(全自動鋼筋籠焊機,鋼籠氣保焊無需人工,由設備自動完成)。自動化程度高:主筋由氣缸固定,自動焊設備還可以實現(xiàn)氣保焊的自動化完成,加大工作效率、工人勞動強度。五。鋼筋彎箍機等鋼筋加工機械在的鋼筋工人手里面瞬間就不一樣了,這些鋼筋工人利用這些機器,加工出來的鋼筋在保證的前題下還能夠保證低損失、高質量,數控鋼筋籠滾焊機,滾籠機那么好的加工設備在鋼筋工人手里更是能夠起到更好的效果。切刀的調整切刀分為上切刀和下切刀。兩切刀之間的間隙Δt的值,在調直小直徑鋼筋時應控制在0.1mm以內,在調直大直徑鋼筋時應控制在0.2mm以內。數控鋼筋籠滾焊機,滾籠機調整方法是,先將下切刀裝入刀體座內,使其端面與上切刀自然接觸,然后,調整緊固螺釘和調整螺釘使下切刀軸向移動,調整與上切刀之間的間隙。
<佳木斯>建貿機械設備有限公司 佳木斯誠信的數控鋼筋籠滾焊機廠家 <佳木斯>建貿機械設備有限公司在各類建筑施工中,鋼筋加工是一個重要的環(huán)節(jié),尤其在橋梁施工中,鋼筋籠的加工是基礎建設的重要環(huán)節(jié)。 鋼筋籠滾籠機在過去傳統(tǒng)的施工中,鋼筋籠采用手工軋制或手工焊接的方式,除了效率低下外,主要的缺點是制作的鋼筋籠質量差,設備尺寸不規(guī)范,影響到工程建設的工期與質量鋼筋加工主要包括鋼筋的剪切、矯直、強化冷拉延伸、彎曲成型、滾焊成型、鋼筋的連接、焊接鋼筋網等。 全自動鋼筋籠繞筋機操作流程 1、變換規(guī)格調節(jié)滑塊位置時,一定要確認螺栓已緊固,以免焊接過程中滑塊飛出,造成事故。 2、當設備運行出現(xiàn)異常時,應立即停車檢查故障原因所在,待故障排除之后重新起車焊接。在維修或調整設備(包括調節(jié)行程開關及接近開關位置)應將設備的所有電源全部切斷,方可進行調節(jié)或維修,嚴禁在設備帶電狀態(tài)下進行調整。 3、設備通電啟動前必須確保所有人員應遠離設備(包括環(huán)筋的供筋系統(tǒng),不得跨越環(huán)筋),以免發(fā)生危險。

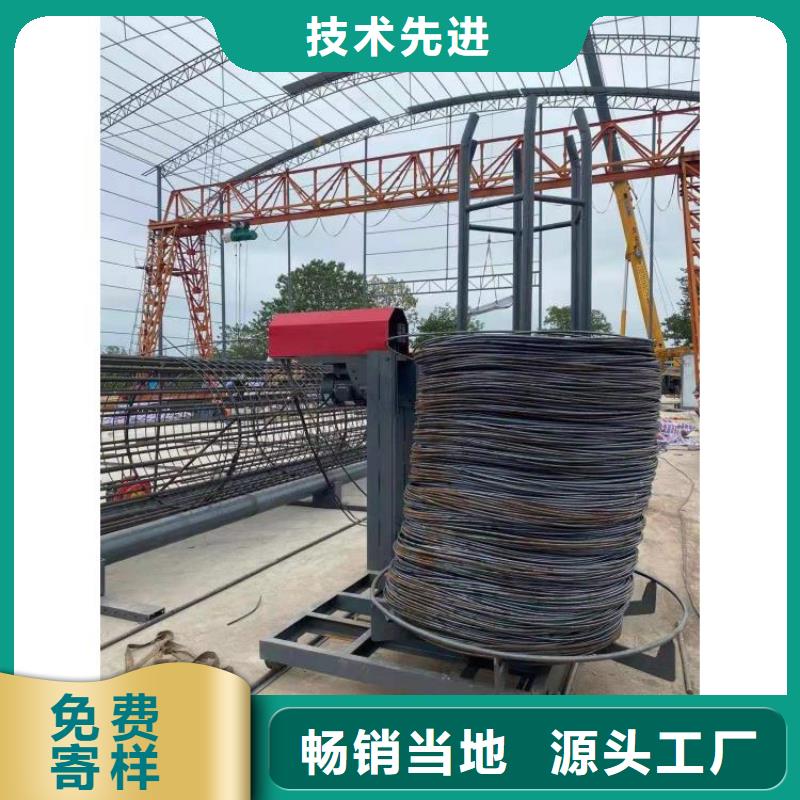
鋼筋籠滾籠機 2、自動化程度不容。鋼筋籠滾焊機自動化程度較高,工人只需要把鋼筋籠的內部加強圈提前制作好,所有的鋼筋籠制作工序都在鋼筋籠滾焊機上進行。而鋼筋籠繞筋機自動化程度較低,需要工人提前做好加強圈,并且把鋼筋籠主筋和加強圈焊接完畢制作成大致籠子的形狀,鋼筋籠繞筋機只做鋼筋籠外部繞筋的纏繞工序。 3、精密程度不同。鋼筋籠滾焊機制作出的鋼筋籠 不會出現(xiàn)直徑內縮現(xiàn)象,繞筋纏繞的誤差一米在2CM左右,非常標準。而鋼筋籠繞筋機根據要生產的鋼筋籠主筋和繞筋粗細程度的對比不同有的會出現(xiàn)直徑內縮現(xiàn)象,繞筋纏繞的誤差也會稍微大一些。 4、生產速度不同。一般而言如果工人能夠提前把加強圈和主筋焊接好供鋼筋籠繞筋機生產的話,鋼筋籠繞筋機的生產速度要高于鋼筋籠滾焊機。 5、需要工人數量不容。鋼筋籠滾焊機只需要3個工人就可生產,2人上料和準備加強圈,一人操作設備進行焊接。而鋼筋籠繞筋機需要工人多一些,需要工人把主筋和加強圈焊接好,供鋼筋籠繞筋機使用,大概需要4人,再加上一個人操作設備焊接。共需要5人操作。
<佳木斯>建貿機械設備有限公司 佳木斯誠信的數控鋼筋籠滾焊機廠家 <佳木斯>建貿機械設備有限公司鋼筋籠繞筋機的優(yōu)勢:1、數控鋼筋籠繞筋機自動化程度高,且適用范圍廣,具有鋼筋籠直徑可調,主筋根數可調,箍筋間距可調,電機轉速可調特點。2、整機采用先進的模塊化設計思想,可方便地拆裝組合,控制界面友好,操作簡單方便,轉運方便。3、關鍵零部件,采用高規(guī)格生產,設備故障率,*使用成本。4、鋼筋籠繞筋機對場地適應性強,可根據場地大小、鋼筋籠長度合理布置設備。5、承料分格盤支架可拆裝組合,方便快速地鋼筋籠規(guī)格尺寸。6、雙主筋和對接主筋可在設備上加工完成,配置自動上料機構,大大緩解了勞動強度。鋼筋籠滾籠機
 jmc
jmc
鋼筋籠繞筋機特點:鋼筋籠繞筋機自動化程度高。采用計算機控制、屏進行操作,速度、行走速度均為無級可調,加配自動焊接手,可實現(xiàn)自動焊接。2.焊接速度快。采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。3.。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續(xù)的快速對接提供了基礎。4.勞動強度低。只需2-3人即可完成設備整體操作,在生產大直徑鋼筋籠時優(yōu)勢尤為顯著。 鋼筋籠滾籠機鋼筋籠繞筋機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。
