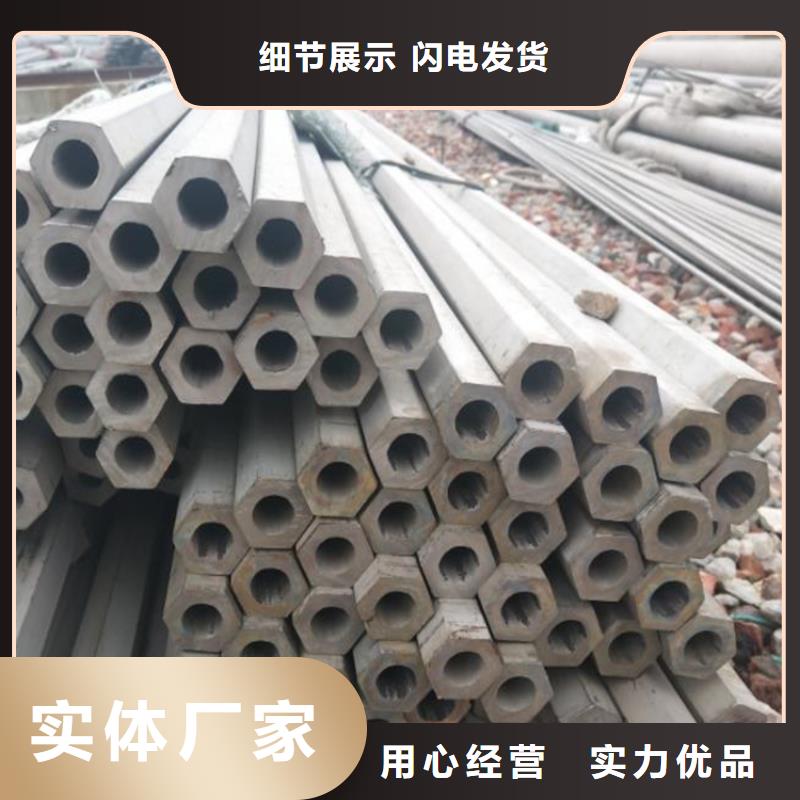

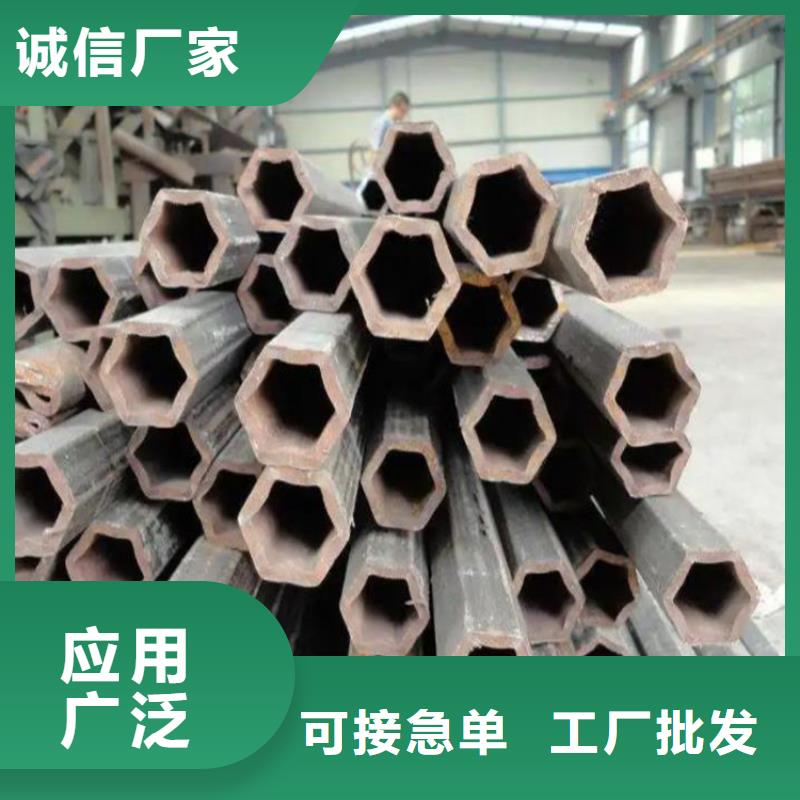
天水冷拔六角管質量保證
六角管因為酸洗鈍化淬火等多種要素在生產過程上都會造成管身在豎向(即長短方位)上發生不一樣水平的曲線圖狀,這一曲線圖水平用數字表示出去即叫冷拔六角鋼管彎折度或是六角管平行度。針對無縫鋼管平行度這一規范,在一般液體運輸用的管路中規定不高,可是假如冷拔六角鋼管是采用生產加工工業設備處時,尤其是膠棍、后軸、轉動軸等,則對平行度換句話說是彎折度的規定就高。因而眾達鋼管廠家在生產制造冷拔六角鋼管另外尤其重視冷拔六角鋼管平行度的檢測。 冷拔六角鋼管平行度(彎折度)的測算有二種: 一、冷拔六角鋼管部分彎折度:即用長為一米的刻度尺靠量在無縫鋼管的較大彎曲處,測其弦高(mm),即是部分彎折度標值,其企業為mm/m,表明方式 如2.5毫米/m。此類方式 也適用管端部彎折度。 二、冷拔六角鋼管總長總彎折度:用一根輕繩,從管的兩邊繃緊,測量無縫鋼管彎曲處較大弦高(mm),隨后計算成長短(以米計)的百分比,即是無縫鋼管長短方位的總長彎折度。


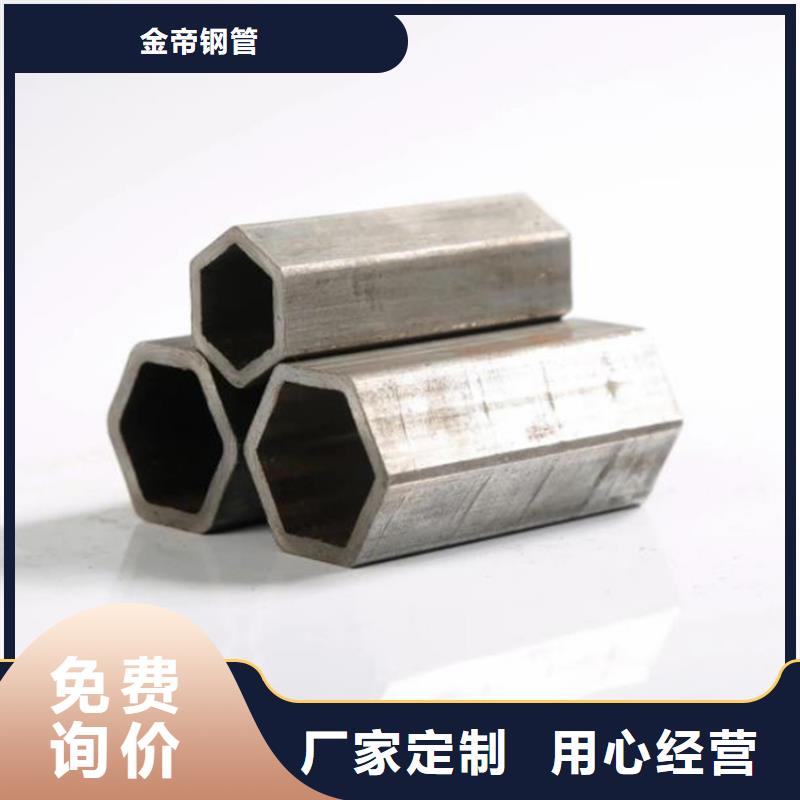
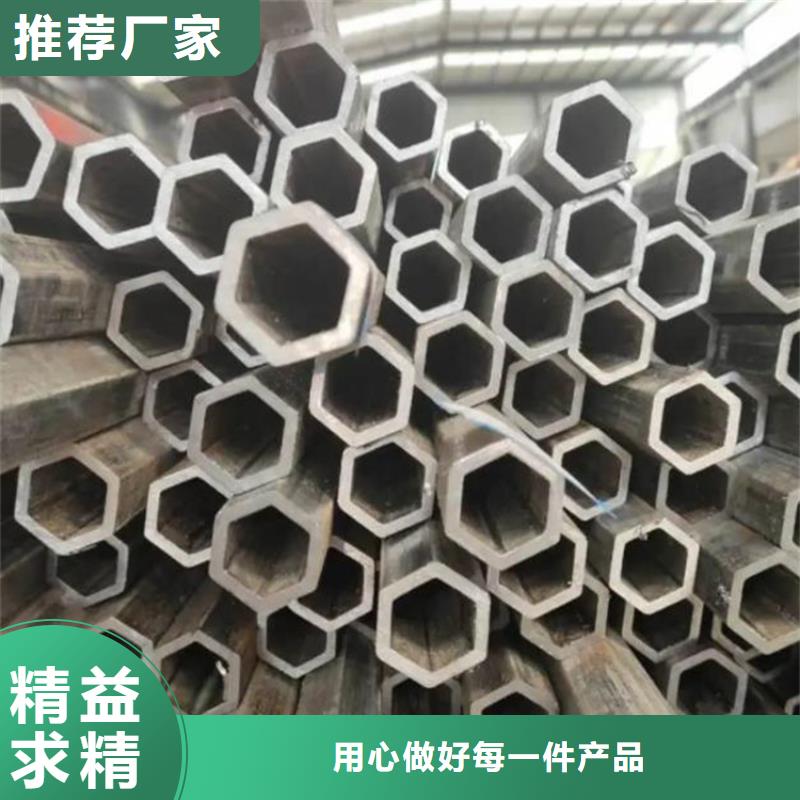
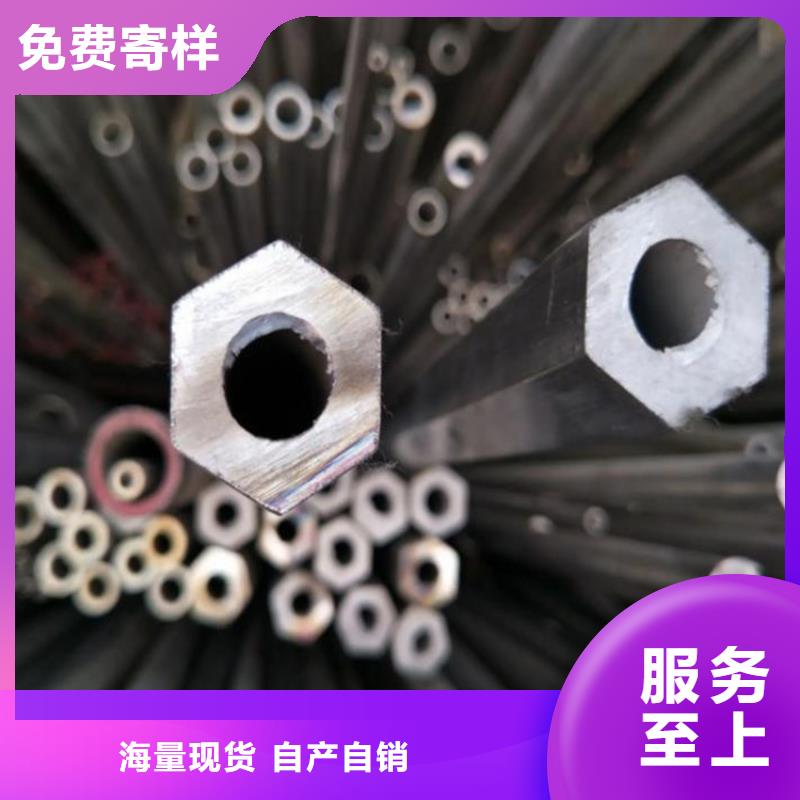
一般狀況下,我們可以把擴徑當作是六角管生產制造中,確保其生產加工質量的一個關鍵步驟。就現階段的狀況看來,其的制作工藝關鍵包含五個階段。下邊,大家就來簡易的介紹一下。 1、一般狀況下,是被稱為基本整圓階段。具體來講得話,便是先把生產加工的管件扇型塊開啟,直到全部的六角鋼管都可以觸碰到無縫鋼管內腔,這個時候,在其的步幅范疇內,無縫鋼管內圓鋼管中每個位置的半徑大小基本上保持一致。 2、名內徑階段。簡易詳細介紹得話,這一部分的關鍵解決內容為:大家先從六角鋼管的前端部位逐漸,慢慢減少其的運作速率,直到做到所設置的部位,這一部位便是大家規定的制成品管中圓上部位。 3、彈復賠償階段。這一加工工藝的關鍵目地是尋找所規定的在產生彈復前,六角鋼管之直縫鋼管內的圓上部位。
天水冷拔六角管質量保證 天水冷拔六角管質量保證
天水冷拔六角管質量保證

