
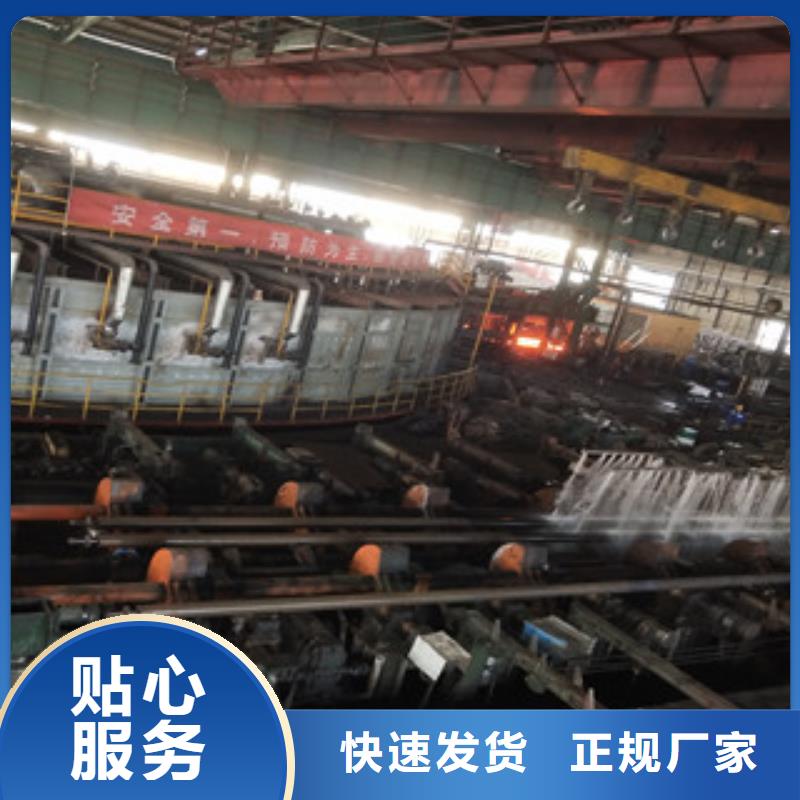





厚壁無縫管生產工藝
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
(一)質量要求
①鋼的化學成分:鋼的化學成分是影響無縫鋼管性能主要的因素之一,也是制定軋管工藝參數和鋼管熱處理工藝參數的主要依據。
a. 合金元素:有意加入,根據用途
b. 殘余元素:煉鋼帶入,適當控制
c. 有害元素:嚴格控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O)
爐外精煉或電渣重熔:提高鋼中化學成分的均勻性和鋼的純凈度,減少管坯中的非金屬夾雜物并改善其分布形態。
②鋼管幾何尺寸精度和外形
a. 鋼管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。
外徑允許偏差 δ=(D-Di)/Di × D: 或小外徑mm
Di:名義外徑mm
b. 鋼管壁厚精度:與管坯的加熱質量,各變形工序的工藝設計參數和調整參數,工具質量及其潤滑質量等有關
壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上 或小壁厚
Si:名義壁厚mm
C.鋼管橢圓度:表示鋼管的不圓程度。
d. 鋼管長度:正常長度、定(倍)尺長度、長度允許偏差
e. 鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度
f. 鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度
g. 鋼管端面坡口角度和鈍邊
5.鋼管表面質量:表面光潔要求
a. 危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青線、劃傷、碰傷、輕的內、外直道、輥印等。
對現在的人們來說,無縫鋼管很是熟悉。因為它在各個領域都起著舉足輕重的作用。我們中國的無縫鋼管在1953年10月27日, 根無縫鋼管試軋成功,這也是1953年我國重工業發展中的巨大事件。或許,無縫鋼管并不是什么高科技產品,但正是因為有了它才有了我們的工業的發展。
無縫鋼管作為輸送管運輸著油、氣體、水源等各個流體。它就像我們人體的血管一樣,為我們的祖國大地不斷的運輸和分配著各個能源的合理利用。正是因為有了無縫鋼管的高質量高品質的保障,我們的工業才能安心的不斷發展,我們的生活也能夠有序的進行。
當然,無縫鋼管不但在生活工業中起著重要作用,在軍隊工業中也是重要的生產材料。它的特點是:產量相對很低,但是技術含量和造價都比較高,是高品級無縫管的主要代表。
也正是有了無縫鋼管的奠定才有了 的強盛,我們才能夠真正做到有底氣,能夠做到國富民強。
伴隨著我國工業化進程的不斷加快,對于各種配件材料的需求量也在不斷,特別是對于各種管道類材料的需求量,尤為明顯。從目前的市場大環境來看,各種類型的管道材料種類廣泛,不同種類的管道,適用的領域不同,其中,為值得一提的當屬無縫鋼管,這種管道材料具有十分顯著的優勢,因此生產規模才會不斷擴大。
論及質量,無縫鋼管的生產工藝和檢驗水平也在不斷的完善,隨著新工藝的引進,無論是在生產效率還是在產品質量方面,都有顯著的和發展,可以說無縫鋼管的發展,也是工業領域取得成功的一種見證。特別是在建筑、機械制造等領域中,無縫鋼管所發揮的作用同樣也是不容小覷的,此外,在管道運輸領域,無縫鋼管也有顯著優勢,能極大限度的運輸性。
