


一般來說公路護欄網運用年限在5-10年。護欄網是以金屬網片焊接在支撐結構上的柵欄,用以阻遏人畜進入警戒區域。高速公路與一級轎車專用公路兩頭均應設護欄網阻隔柵。以防止不合法并吞公路用地。護欄生產廠家護欄網防腐辦法之一:鋅鋼護欄浸塑,是一種塑料涂覆工藝。
便是將塑料涂裝在基體(一般為金屬)上粉末浸塑法,它起源于硫化床法,所謂的硫化床開端是在溫克勒氣體發生爐上運用于石油接觸分解,從而開發了固氣兩相接觸工藝,后逐漸用于金屬涂塑方面。浸塑是通過加熱金屬將塑料粉均勻的噴在金屬上構成一層塑料膜,或加熱浸塑液放入金屬件使之冷卻后塑料包覆在金屬表面。
這種工藝有無需模具、加工成本低、成型簡略、可加工各種外形等特征被廣范運用。我們關于護欄網選用重防腐涂料處理,關于重防腐涂料便是指相對常規防腐涂料而言,能在相對苛刻腐蝕環境里運用,并具有能抵達比護欄網常規防腐涂料更長保護期的一類防腐涂料。
關于護欄網選用重防腐涂料進行處理:關于護欄網怎樣能在苛刻條件下運用,并具有長效防腐壽數,重防腐涂料在化工大氣和海洋環境里,一般可運用10年或15年以上,即便在酸、堿、鹽和溶劑介質里,并在必定溫度條件下,也能運用5年以上。厚膜化是重防腐涂料的重要標志。


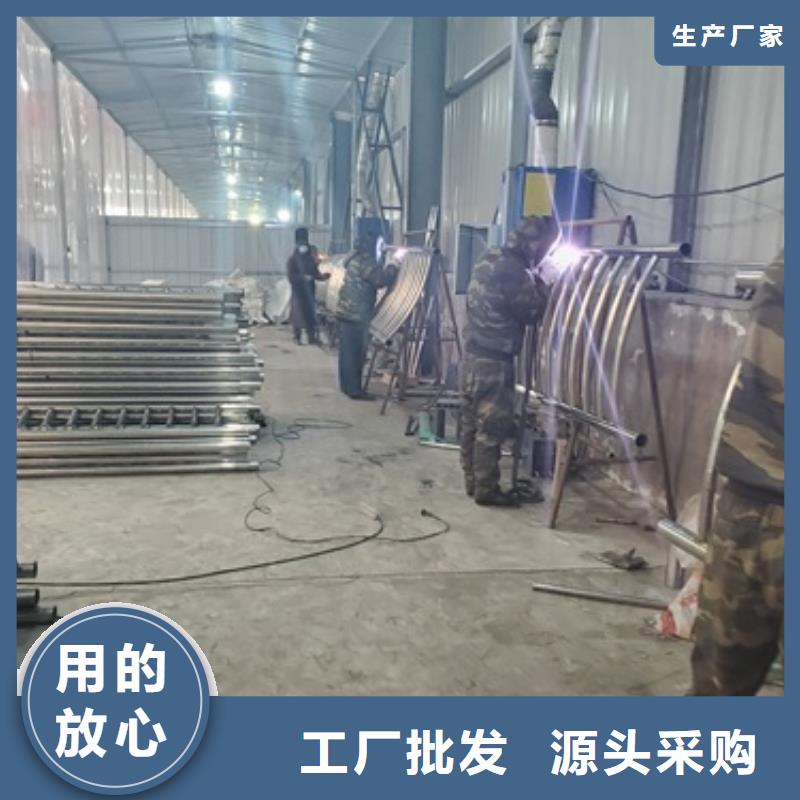
不銹鋼復合管護欄復合管焊接
1.角接接頭不管復層坐落內側仍是外側,均先焊接底層。當復層坐落內側時,在焊復層曾經應從內角對底層焊根進行清根;當復層坐落外側時,應對底層終焊道進行磨光,焊接復層時可先焊過渡層,也可直接焊復層,這要看不銹鋼復合管護欄厚度而定。
2.由于過渡層在高溫下有碳擴散過程發作,在交界區形成了高硬度增碳帶和低硬度的脫碳帶使過渡層形成了雜亂的金相安排,添加焊接難度。因此,為了防止 層基體焊縫熔入奧氏體,可預先將接頭附近的復層金屬加工掉一部分。
3.先焊底層, 道底層焊縫不應熔透到復層,以防焊縫金屬發作脆化或發作裂紋,底層鋼焊接時,仍按底層慣例焊接電流。底層焊完后,用碳弧氣刨,鏟削,磨削等辦法清理焊根,要求高的,經X射線探傷合格后,才能焊接過度層。
4.過渡層焊接,為了削減母材對焊縫的稀釋率,在確保焊透的情況下,應盡量少焊接電流;要選用小直徑焊條和窄焊道,有必要蓋滿底層焊縫切高出底層1mm,焊縫成形要滑潤,不能凸起,否則要打磨掉。
5.焊接小直徑不銹鋼復合鋼管時, 層焊道應選用鎢極氬弧焊,第二層可用奧氏體不銹鋼焊條焊接。
6.關于大厚度不銹鋼復合管護欄制造的高壓容器,施焊過程中先焊內部不銹鋼復合層,再焊一層鐵素體過渡層終用低合金鋼焊條填滿底層焊縫。
7.根據作業條件選用結構材料時,應使奧氏體焊縫與珠光體鋼熔合區中的擴散層降低到小程度,這關于高溫和有腐蝕介質中作業的構件和焊后需求進行回火處理大型構件來說尤其重要。
8.操作時要注意維護非焊接部位復層外表,防止電弧劃傷,底層焊縫要為過渡層留出合適的深度,一般距復層約2mm.



憑借精湛的技術、先進的管理體系與較高的綜合實力,鑫海達金屬制品有限公司現已成為國內 南京下關【波形護欄】行業的一匹“黑馬”。


首先用砂紙把銹處打磨平坦,銹跡磨掉,顯露光亮的防撞護欄外表, 次粉刷要粉刷防銹漆均勻粉刷,粉刷結束后待油漆干枯后再粉刷第2次,第2次選用聚酯型面漆相同均勻粉刷,要留意外表潤滑,待油漆干枯后功德圓滿。假如防撞護欄老化嚴峻的話就要考慮替換新式的了。
其次定時的保養保護是不行短少的環節之一,選用定段定時保護,將間隔持久的防撞護欄產品,進行專業的別離,路途保護施工人員,在定時的檢測高速公路的過程中更應留意兩邊的護欄是否有破損、開焊或是嚴峻腐蝕現象,呈現這種問題,應該及時奉告高速路途管理中心。讓其派轉專業保護人員進行現場整理、替換或是其他方面的保養作業。
終將生銹的告高速公路護欄詳細尺度記錄下來,并使用擊打錘在圍欄上測驗詳細的耐性,若發作大面積的掉漆、或是腐蝕現象,那么證明此處的防撞護欄現已被嚴峻的腐蝕,內部金屬元素的軟弱程度可想而知。 的辦法是及時替換廢舊圍欄護欄產品。依據詳細公路施工面積,選用新的護欄進行實踐裝置。



