

我們為您準備了方矩管,【防腐鋼管】好品質用的放心產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照
以下是:方矩管,【防腐鋼管】好品質用的放心的圖文介紹
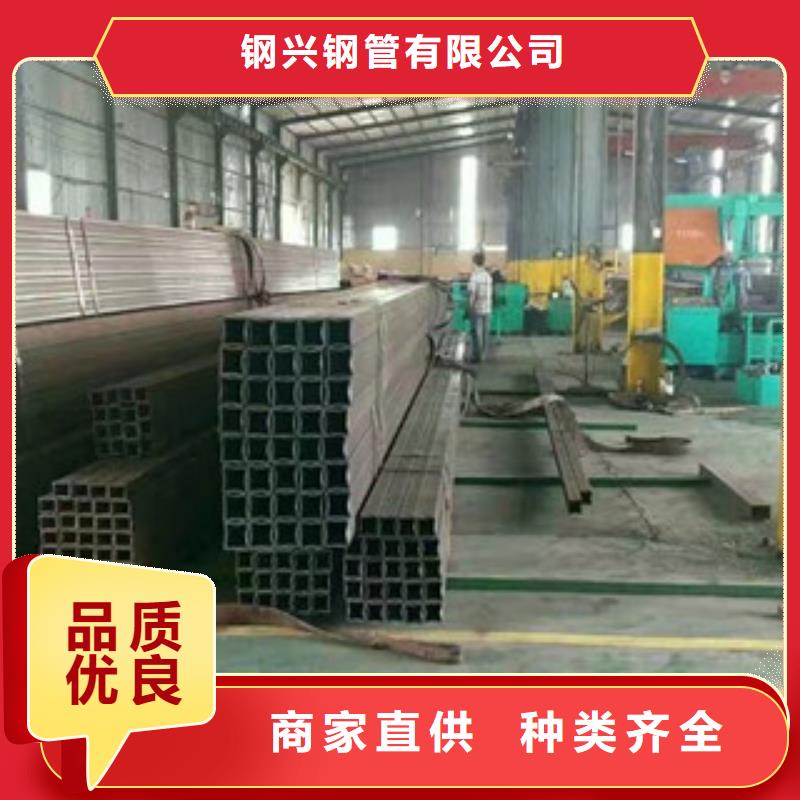
幾年來鋼興鋼管 有限公司通過全體員工的共同努力,兄弟單位的友好協作,且準確的把握了 四川20G無縫鋼管市場信息和機遇,擁有穩定的客戶群,公司以較高的速度不斷發展完善。看未來,我們會在全國經濟快速發展的同時,以優異 四川20G無縫鋼管產品質量,誠信合作的工作態度,熟練的業務,更好的發展壯大企業規模,與時俱進。


熱軋方矩管和冷拔方矩管都是無縫方矩管的成型工藝,從效果及價格方面分析,冷拔方矩管要優于熱軋方矩管。熱軋方矩管就是用管丕經常加熱,穿孔軋制而成,這種工藝加工而成的管子稱為熱軋管。冷拔方矩管是在熱軋管的基礎上做的深加工。以熱軋管為原管,進行的二次加工。加工方法是:通過一種模具,對鋼管的口徑進行縮小,用一種拽的力,將鋼管在模具中拔過來,就是讓鋼管通過模具,這種加工方法,不需要加熱,所以稱為冷拔,冷拔的目的是將鋼管的口徑縮小。
因為熱軋的工藝不能生產口徑太小的管子,由于其工藝的限制,太細的管子是熱軋做不出來的。只能通過冷拔的方法生產,比如60mm 以下的管材熱軋方矩管由于是穿孔制作而成,生產時只能定管子的外徑,所以管壁的厚度是有偏差的,也就是說穿孔時,做不到一點不偏正好穿到管丕的正中心,稍有一點偏差,管子的厚度就會偏壁。冷拔方矩管由于做了一步深加工,其管壁相對于熱軋管來說是比較均勻的,偏壁較小,但還是有,因為用作冷拔的原管就有偏壁。
因為熱軋的工藝不能生產口徑太小的管子,由于其工藝的限制,太細的管子是熱軋做不出來的。只能通過冷拔的方法生產,比如60mm 以下的管材熱軋方矩管由于是穿孔制作而成,生產時只能定管子的外徑,所以管壁的厚度是有偏差的,也就是說穿孔時,做不到一點不偏正好穿到管丕的正中心,稍有一點偏差,管子的厚度就會偏壁。冷拔方矩管由于做了一步深加工,其管壁相對于熱軋管來說是比較均勻的,偏壁較小,但還是有,因為用作冷拔的原管就有偏壁。






在生產和運輸過程中,方矩管材表面難免會涂油,影響除銹、磷化的質量,降低涂層與基體之間的附著力。那么,如何從方矩管道中去除石油呢?今天我們將介紹一下常用的脫油方法。有機溶劑清洗:皂化油和未皂化油主要溶解在有機溶劑中,以去除油污。常見的有機溶劑有乙醇、清潔汽油、甲苯、四氯化碳、三氯乙烯等。有效的溶劑是四氯化碳和三氯乙烯,它們不燃燒,可以在較高的溫度下脫油。需要注意的是,當有機溶劑從油中除去后,還需要額外的除油。因為當溶劑在方矩管表面蒸發時,通常會留下一層薄膜,在隨后的過程中,通過堿清洗和電化學脫油可以去除薄膜。
如何從方矩管道中去除石油呢?電化學清洗:它通常用于從陰極中去除油或通過交替陽極和陰極去除油。通過電化學反應從陰極析出的氫或從陽極析出的氧,用于機械攪拌方矩管表面的溶液,促進金屬表面的油。同時,溶液不斷交換,有利于油漬的皂化反應和乳化。在氣泡不斷析出的影響下,剩余的油斑從金屬表面分離出來。但在從陰極中去除油的過程中,氫經常滲入金屬,導致氫脆。為了防止氫脆,通常采用負極和負極交替去除油。
如何從方矩管道中去除石油呢?電化學清洗:它通常用于從陰極中去除油或通過交替陽極和陰極去除油。通過電化學反應從陰極析出的氫或從陽極析出的氧,用于機械攪拌方矩管表面的溶液,促進金屬表面的油。同時,溶液不斷交換,有利于油漬的皂化反應和乳化。在氣泡不斷析出的影響下,剩余的油斑從金屬表面分離出來。但在從陰極中去除油的過程中,氫經常滲入金屬,導致氫脆。為了防止氫脆,通常采用負極和負極交替去除油。



火焰切割中,常用的可燃性氣體有乙炔、煤氣、天然氣、丙烷等,國外有些廠家還使用MAPP,即:甲烷+乙烷+丙烷。一般來說,燃燒速度快、燃燒值高的氣體適用于薄板切割;燃燒值低、燃燒速度緩慢的可燃性氣體更適用于厚板切割,尤其是厚度在200mm以上的鋼板,如 采用天然氣進行切割,將會得到理想的切割質量,只是切割速度會稍降低一些。相比較而言,乙炔比天然氣要貴得多,對于以前的切割氣來說,乙炔是生產切割中 的主流切割氣,但隨著近兩年天然氣的變革和開發,天然氣從綜合角度來說分析,比乙炔更能得到市場和 的認可,重要一點就是它節能環保。對于它切割速 度稍慢問題,現在有了市場上天然氣增效劑的問世一系列的問題也隨之化解。
鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應的。在實際生產中,應根據所用割嘴的性能參數、氣體種類及純度、鋼板材質及厚度來調整切割速度。切割 速度直接影響到切割過程的穩定性和切割斷面質量。如果想人為地調高切割速度來提高生產效率和用減慢切割速度來 地改善切割斷面質量,那是辦不到的,只能 使切割斷面質量變差。過快的切割速度會使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的有可能造成切割中斷;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產 生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等等。
鋼板的切割速度是與鋼材在氧氣中的燃燒速度相對應的。在實際生產中,應根據所用割嘴的性能參數、氣體種類及純度、鋼板材質及厚度來調整切割速度。切割 速度直接影響到切割過程的穩定性和切割斷面質量。如果想人為地調高切割速度來提高生產效率和用減慢切割速度來 地改善切割斷面質量,那是辦不到的,只能 使切割斷面質量變差。過快的切割速度會使切割斷面出現凹陷和掛渣等質量缺陷,嚴重的有可能造成切割中斷;過慢的切割速度會使切口上邊緣熔化塌邊、下邊緣產 生圓角、切割斷面下半部分出現水沖狀的深溝凹坑等等。
