




無縫鋼管接納的荷載方法不一樣,選擇滾動軸承協作的緊松水平也應不一樣,當接納固定不動荷載時,協作應松些,使滾動軸承在機械設備上用拆比較便捷,但也不可以太松,要不然會造成在相協作零件上拖動而使協作面磨壞,因此,一般應取用銜接協作或具備非常少間隙的間隙協作。
當無縫鋼管接納轉動荷載時,應選擇過緊的協作,以防止該拋圈在協作零件上拖動,使協作面產生磨壞,但過盈量不可以很大,要不然會使滾動軸承內部的側隙減少以至完全消退,產生過大的接觸壓力,造成 軸磨壞加快,影響其使用壽命。
當無縫鋼管接納擺動荷載時,選擇協作的緊松水平,一般與無縫鋼管接納轉動荷載時采用的協作同樣,也許稍緊一些。
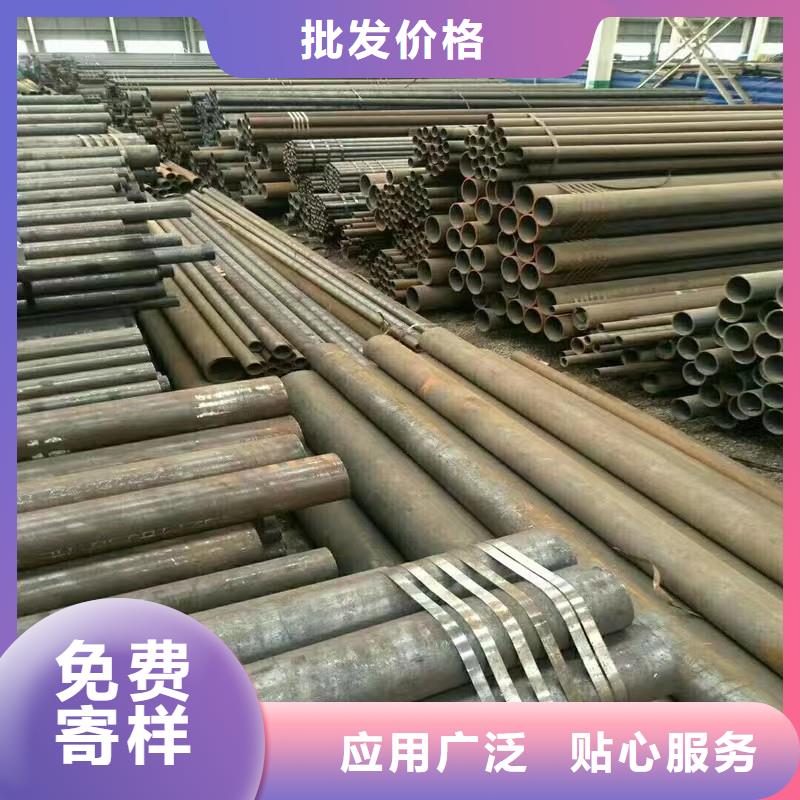
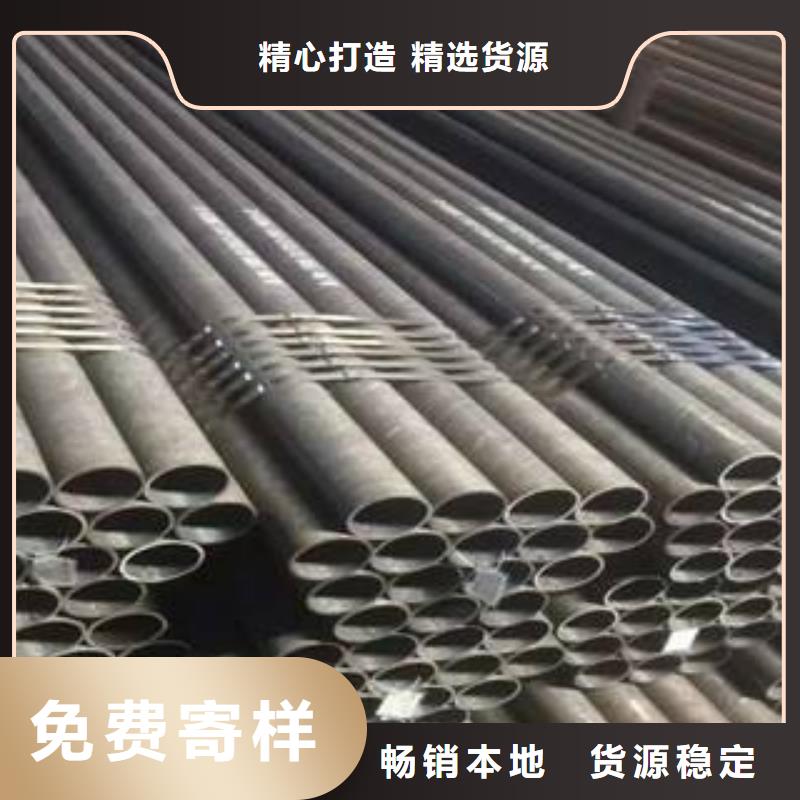
無縫鋼管生產步驟:管料歷經積極軋管機上不斷冷軋 經均整個機械均整壁厚,經定徑機定徑,抵達規范規定,應用連續式軋管機組生產熱扎無縫鋼管是較的方法,一般 在二輥式擠壓機上開展,無縫鋼管在變橫斷面圓洞槽和沒動的錐型頂邊所構成的環狀板孔中冷軋,冷拉一般 在多肽鏈式或雙鏈條式冷拔機上開展捏揉法已然加溫好的管料放到密閉式的捏揉圓桶內破孔棒與捏揉桿一同健身運動,使捏揉件從較小的模孔中擠壓,此方法可生產直徑較小的無縫鋼管。


無縫鋼管的耐磨性關鍵由材料和生產制造質量來決策,磨壞是物件間因為相對速度,而造成的體表層原材料損害的狀況。希土耐磨損合金管選用的是可以抵御磨壞而增加商品使用壽命的金屬復合材料。
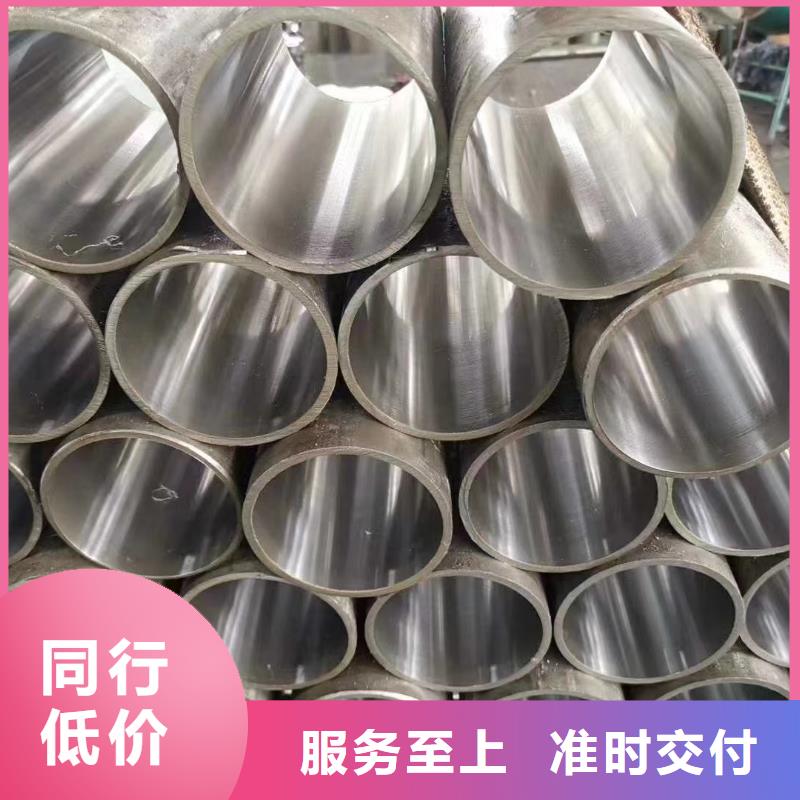
無縫鋼管關鍵分成單金屬材料管路和復合型管路。按樣子可分成接管、彎管、三通、四通、異徑管、周圍節和別的異型管。表層質量規定:管路內外表層應整平光滑,無毛邊、毛刺、夾渣、多肉植物缺乏肉,無裂紋、松散、出氣孔或汽泡。
在生產制造中怎樣根據加工工藝操縱 無縫鋼管的耐磨性,確保應用質量,關鍵有二種方式:
一是針對無縫鋼管非常容易磨壞的位置,如彎管,異徑管、吸濕口等處選用實體模型數控機床床身,特別是在彎管兩側磨壞尤其明顯的位置,對外開放徑選用變動圓心點的方式開展設計方案,使磨壞比較嚴重的位置部分加厚型,并且還能依據各種各樣規定,制做出各種各樣不規律樣子的管材來考慮設計方案規定。而接管一般是選用擠壓鑄造。
二是無縫鋼管的原材料中帶有Cr、Ni、Mo、W、V、Cu等多種多樣鋁合金原素,它不僅具備較高的強度,還具備一定的物理性能,在常溫狀態具備優良電焊焊接特性,并具備可激光切割性和當場打孔的概率,另外還具備一定的耐腐蝕特性。在具體的應用全過程中,無論是在煉鋼廠的鋼渣管路,還是在煤礦的選煤管路等應用上都獲得了非常好的實際效果,在相同條件下下與中碳鋼原材料對比,其企業摩擦系數是中碳鋼的1/5上下,使用壽命是中碳鋼的4-5倍,彎頭和支系管可與無縫鋼管段配套設施應用,安裝、檢修更便捷。







