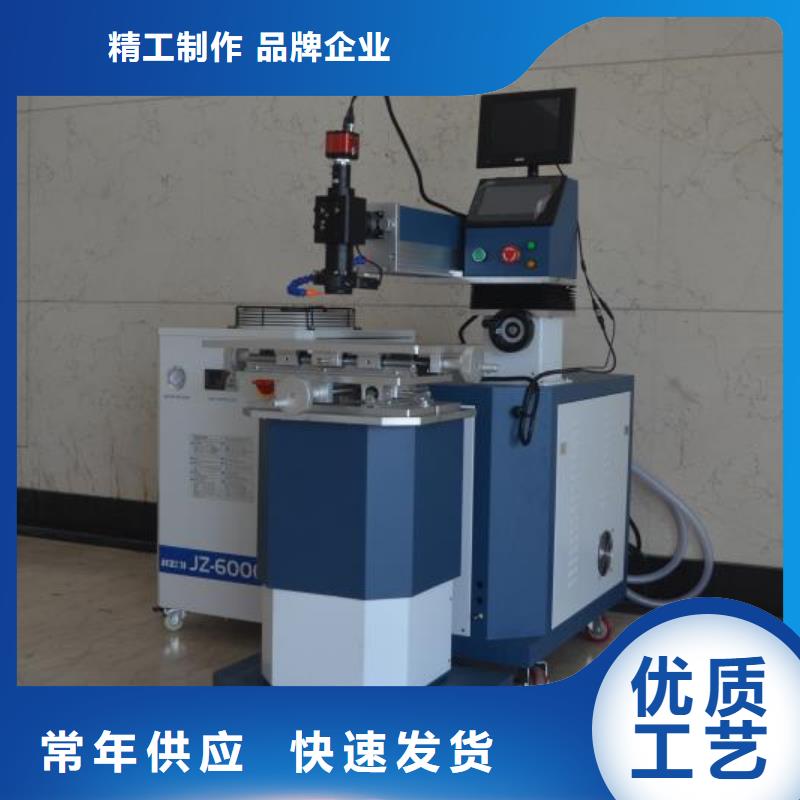

激光首飾焊接機(jī)現(xiàn)貨供應(yīng)保質(zhì)保量視頻展示,產(chǎn)品更生動(dòng)!讓您親眼見證其優(yōu)點(diǎn)和特點(diǎn),為您的購買決策提供有力支持。
以下是:激光首飾焊接機(jī)現(xiàn)貨供應(yīng)保質(zhì)保量的圖文介紹
此外,還了解到,中德造船業(yè)合作研發(fā)的"高功率激光焊接機(jī)技術(shù)",保證了輪船的性,進(jìn)一步加強(qiáng)了船身結(jié)構(gòu);在航空領(lǐng)域,激光無縫焊接技術(shù)也已廣泛 應(yīng)用于飛機(jī)發(fā)動(dòng)機(jī)的制造上,同時(shí),鋁合金機(jī)身的激光無縫焊接技術(shù)可以取代鉚釘,從而減輕了20%的機(jī)身重量;我國(guó)的高鐵軌道也引進(jìn)了激光無縫焊接技術(shù),在 提高性能同時(shí),也大大降低了噪音,為旅客帶來安靜舒心的乘車環(huán)境。
隨著科技的發(fā)展,激光焊接機(jī)技術(shù)的不斷鞏固與應(yīng)用,也帶領(lǐng)全球的家電產(chǎn)業(yè)步入了一個(gè)新時(shí)代,新的工藝不僅是產(chǎn)品的升級(jí),也是更多科技的展示和應(yīng)用。
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
激光焊接作為現(xiàn)代科技與傳統(tǒng)技術(shù)的結(jié)合體,其相對(duì)于傳統(tǒng)焊接技術(shù)而言,尤其獨(dú)特之處并且本身的應(yīng)用領(lǐng)域以及應(yīng)用層面更加廣泛,可以極大的焊接的效率和精度。其功率密度高、能量釋放快,從而更好的提高了工作效率,同時(shí)其本身的聚焦點(diǎn)更小,無疑使得縫合的材料之間的黏連度更好,不會(huì)造成材料的損傷和變形。激光焊接技術(shù)的出現(xiàn),實(shí)現(xiàn)了傳統(tǒng)焊接技術(shù)所無法應(yīng)用領(lǐng)域,其能夠簡(jiǎn)單的實(shí)現(xiàn)不同材質(zhì)、金屬與非金屬等多種焊接需求,并且因?yàn)榧す獗旧淼拇┩感院驼凵湫裕沟闷淠軌蛞罁?jù)光速本身的運(yùn)行軌跡,實(shí)現(xiàn)360 度范圍內(nèi)的隨意焦,而這無疑是傳統(tǒng)焊接技術(shù)發(fā)展下所無法想象的。除此之外,因?yàn)榧す夂附幽軌蛟诙虝r(shí)間內(nèi)釋放大量熱量實(shí)現(xiàn)快速焊接,因而其對(duì)于環(huán)境要求更低,能夠在一般室溫條件下進(jìn)行,而無需再在真空環(huán)境或是氣體保護(hù)狀態(tài)下。經(jīng)過幾十年的發(fā)展,人們對(duì)于激光技術(shù)的了解以及認(rèn)知程度 ,其也從初的軍事領(lǐng)域逐步擴(kuò)展到現(xiàn)代民用領(lǐng)域,而激光焊接技術(shù)的出現(xiàn)進(jìn)一步拓展了激光技術(shù)的應(yīng)用范圍。未來激光焊接技術(shù)不僅僅能夠用于汽車、鋼鐵、儀器制造等領(lǐng)域,其必然還可以在軍事、醫(yī)學(xué)等等更多的領(lǐng)域得到應(yīng)用,特別是在醫(yī)學(xué)領(lǐng)域,借助于其本身的高熱量、高融合、衛(wèi)生等特點(diǎn),更好的在神經(jīng)醫(yī)學(xué)、生殖醫(yī)學(xué)等臨床診治中應(yīng)用。而其本身的精度優(yōu)勢(shì)也會(huì)在更多的精密儀器制造業(yè)中得到應(yīng)用,從而不斷造福人類以及社會(huì)的發(fā)展
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
3、汽車工業(yè) 20世紀(jì)80年代后期,千瓦級(jí)激光成功應(yīng)用于工業(yè)生產(chǎn),而今激光焊接生產(chǎn)線已大規(guī)模出現(xiàn)在汽車制造業(yè),成為汽車制造業(yè)突出的成就之一。德國(guó)奧迪、奔馳、大眾、瑞典的沃爾沃等歐洲的汽車制造廠早在20世紀(jì)80年代就率先采用激光焊接車頂、車身、側(cè)框等鈑金焊接,90年代美國(guó)通用、福特和克萊斯勒公司竟相將激光焊接引入汽車制造,盡管起步較晚,但發(fā)展很快。意大利菲亞特在大多數(shù)鋼板組件的焊接裝配中采用了激光焊接,日本的日產(chǎn)、本田和豐田汽車公司在制造車身覆蓋件中都使用了激光焊接和切割工藝,高強(qiáng)鋼激光焊接裝配件因其性能優(yōu)良在汽車車身制造中使用得越來越多,根據(jù)美國(guó)金屬市場(chǎng)統(tǒng)計(jì),至2002年底,激光焊接鋼結(jié)構(gòu)的消耗將達(dá)到70000t比1998年增加3倍。根據(jù)汽車工業(yè)批量大、自動(dòng)化程度高的特點(diǎn),激光焊接設(shè)備向大功率、多路式方向發(fā)展。在工藝方面美國(guó)Sandia 實(shí)驗(yàn)室與PrattWitney聯(lián)合進(jìn)行在激光焊接過程中添加粉末金屬和金屬絲的研究,德國(guó)不萊梅應(yīng)用光束技術(shù)研究所在使用激光焊接鋁合金車身骨架方面進(jìn)行了大量的研究,認(rèn)為在焊縫中添加填充余屬有助于熱裂紋,提高焊接速度,解決公差問題,開發(fā)的生產(chǎn)線已在奔馳公司的工廠投入生產(chǎn)。
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
近年來大鵬激光科技有限公司所制造的各種 廣東揭陽激光噴碼機(jī)廠家廣泛應(yīng)用各種行業(yè),遍布全國(guó)各地,獲得良好的市場(chǎng)信譽(yù)。 本公司生產(chǎn)的 廣東揭陽激光噴碼機(jī)廠家可根據(jù)客戶的不同要求進(jìn)行設(shè)計(jì)配置,工藝控制嚴(yán)格,裝備完善,檢測(cè)手段。嚴(yán)格的質(zhì)量管理,使我們的 廣東揭陽激光噴碼機(jī)廠家產(chǎn)品從開始就以高起點(diǎn)、高標(biāo)準(zhǔn)進(jìn)入市場(chǎng)。 廣東揭陽激光噴碼機(jī)廠家產(chǎn)品投入市場(chǎng)后,得到客戶的廣泛好評(píng)。
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
(4)離焦量對(duì)焊接質(zhì)量的影響。 激光焊接通常需要一定的離做文章一,因?yàn)榧す饨裹c(diǎn)處光斑中心的功率密度過高,容易蒸發(fā)成孔。離開激光焦點(diǎn)的各平面上,功率密度分布相對(duì)均勻。離焦方式有兩種:正離焦與負(fù)離焦。焦平面位于工件上方為正離焦,反之為負(fù)離焦。按幾何光學(xué)理論,當(dāng)正負(fù)離焦平面與焊接平面距離相等時(shí),所對(duì)應(yīng)平面上功率密度近似相同,但實(shí)際上所獲得的熔池形狀不同。負(fù)離焦時(shí),可獲得更大的熔深,這與熔池的形成過程有關(guān)。實(shí)驗(yàn)表明,激光加熱50~200us材料開始熔化,形成液相金屬并出現(xiàn)問分汽化,形成市壓蒸汽,并以極高的速度噴射,發(fā)出耀眼的白光。與此同時(shí),高濃度汽體使液相金屬運(yùn)動(dòng)至熔池邊緣,在熔池中心形成凹陷。當(dāng)負(fù)離焦時(shí),材料內(nèi)部功率密度比表面還高,易形成更強(qiáng)的熔化、汽化,使光能向材料更深處傳遞。所以在實(shí)際應(yīng)用中,當(dāng)要求熔深較大時(shí),采用負(fù)離焦;焊接薄材料時(shí),宜用正離焦。
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
現(xiàn)貨供應(yīng)保質(zhì)保量")
點(diǎn)擊查看大鵬激光科技有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】