您的位置>首頁 >甘南本地產品動態 >
環氧粉末防腐鋼管供應廠家
更新時間: 2024-12-29 21:52:11 瀏覽次數:2
以下是:環氧粉末防腐鋼管供應廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 58/米 |
|---|
| 發貨期限 | 3天 |
|---|
| 供貨總量 | 15800 |
|---|
| 運費說明 | 免運費 |
|---|
| 最小起訂 | 6米 |
|---|
| 質量等級 | A級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | Q235B、20# |
|---|
| 產品品牌 | 友駿 |
|---|
| 產品規格 | 無縫、直縫、螺旋 |
|---|
| 發貨城市 | 滄州 |
|---|
| 產品產地 | 河北 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | DN100 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 118Kg |
|---|
| 產品顏色 | 藍色、紅色、黃色、黑色 |
|---|
| 質保時間 | 1年 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 消防給水 市政排水 燃氣輸送 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 已認證 |
|---|
| 產品功率 | 160 |
|---|
| 工作溫度 | 80° |
|---|
| 連接方式 | 焊接、卡箍、絲扣、承插 |
|---|
| 產品特性 | 耐腐蝕 使用壽命長 |
|---|
| 配送服務 | 配送到場 |
|---|
| 涂層 | 環氧粉末 |
|---|
| 涂層厚度 | 國標 |
|---|
以下是:環氧粉末防腐鋼管供應廠家的圖文視頻
導讀 選購環氧粉末防腐鋼管供應廠家來甘肅省合作市找友駿管道有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉總-15230700055,{QQ:164595479},地址:[鹽山縣經濟開發區蒲洼城園區發貨到甘肅省 合作市 合作、臨潭縣、卓尼縣、舟曲縣、迭部縣、瑪曲縣、碌曲縣、夏河縣]。 甘肅省,甘南藏族自治州 甘南藏族自治州,甘肅省轄自治州,黃河、長江的水源涵養區和補給區,確定的生態主體功能區、生態文明先行示范區。截至2019年12月,全州轄1個市、7個縣,總面積4.5萬平方公里。截至2022年末,甘南藏族自治州常住人口68.37萬人。
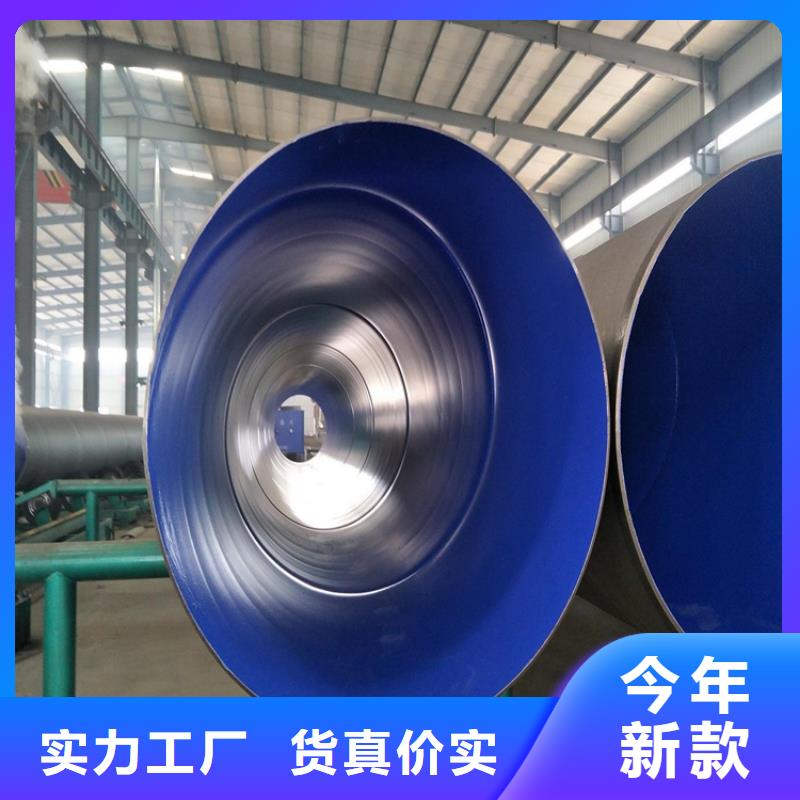
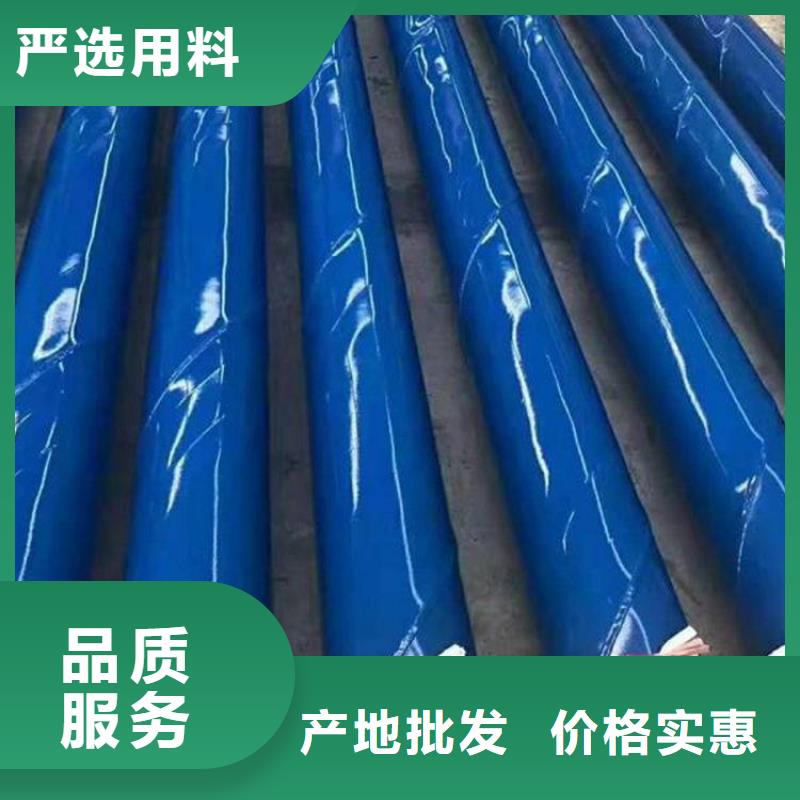
涂塑鋼管加工工藝分為四種:熱浸塑、高壓靜定噴涂、滾塑、包塑。而且連接方式的不同其加工的過程也不相同。該產品所需要的原材料為塑料粉末和鋼管。整個加工的開始需要采購原材料,消防一般采用的塑料粉末為環氧樹脂,所用鋼管型號為無縫鋼管、直縫鋼管或螺旋管,原材料采購回來步進行檢驗,特別是鋼管型號、長度、壁厚需要測量。
涂塑復合鋼管的施工工藝
一、檢驗:管材進廠后,檢查數量、壁厚是否符合要求,是有縫或無縫管材,管材兩端是否圓整和彎曲;
二、去污:檢查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如發現有毛刺后去除、磨平;
三、酸洗:將管材(管件)浸入池中浸泡(20-25)分鐘,除銹后撈出,轉入下一道工序;
四、水洗:將酸洗后的管材放入清水池中水洗一次后撈出;
五、磷化:將清洗完畢的管材(管件)浸入磷化液中浸泡(10-15)分鐘撈出并晾干;
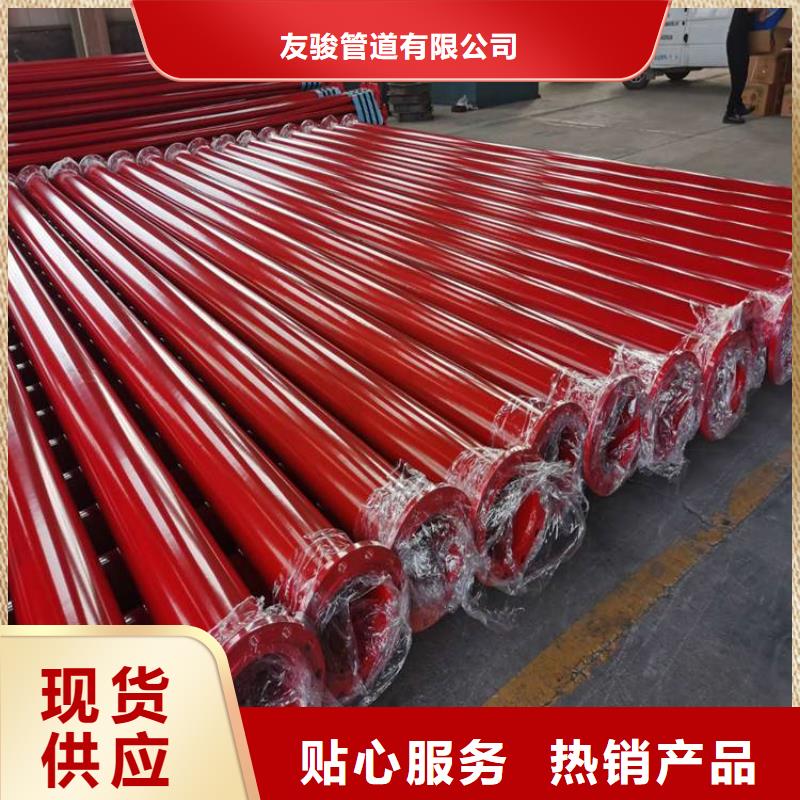
六、噴涂:將晾干后的管材(管件)放置在管架上進行內、外噴涂,噴涂前根據客戶要求選擇不同顏色的涂粉,噴涂過種中要嚴格控制靜電量、噴機的轉速、噴的出粉量,做到噴涂均勻,避免漏點;
七、固化:待烘干管材進入烘干車間后,工作人員要及時調整管材的擺放位置,盡量做到只留支撐點的損傷面積,按照涂粉的周化要求,預先調試好烘箱溫度及固化時間,并做好每一爐的記錄;產品出烘箱時,嚴禁在高溫下作業,用裸水觸摸;待產品冷卻后,正確擺放,查找磨損點,及時修補后轉入下道工序;
八、包裝:用測厚儀檢查產品內外壁噴層厚度是否符合要求,用測漏儀檢驗產品內部是有無漏點,如全部合格后,用專用工具進行包裝。


總結 友駿管道有限公司【0317-6198977】在甘肅省合作市本地專業從事環氧粉末防腐鋼管供應廠家,價格低,發貨快,效果好 ([城市群])可送貨上門。