

想要直觀了解不銹鋼焊管不銹鋼鏡面管甄選好廠家產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
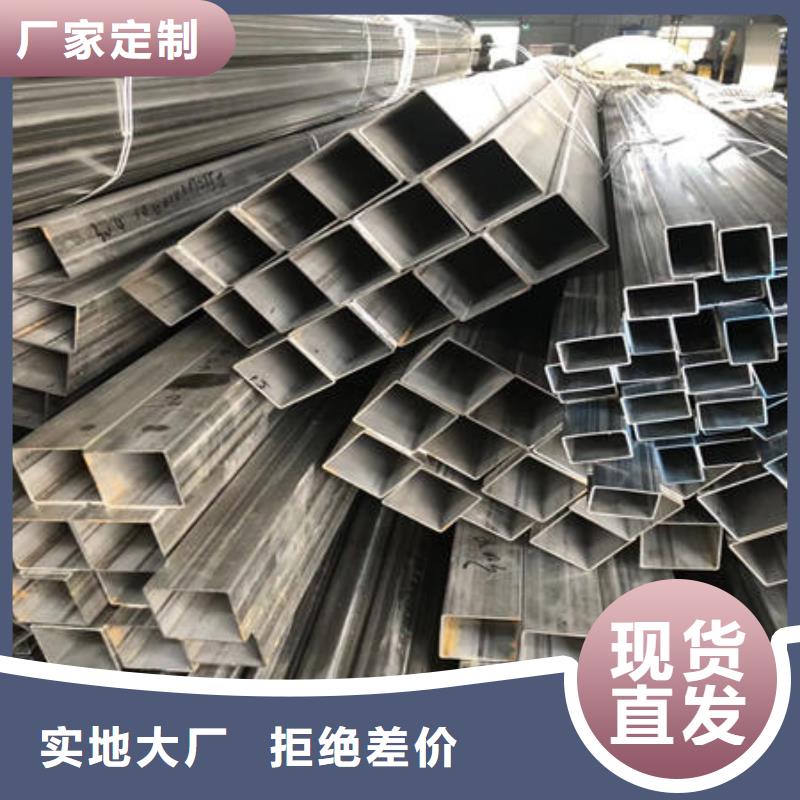
以下是:不銹鋼焊管不銹鋼鏡面管甄選好廠家的圖文介紹

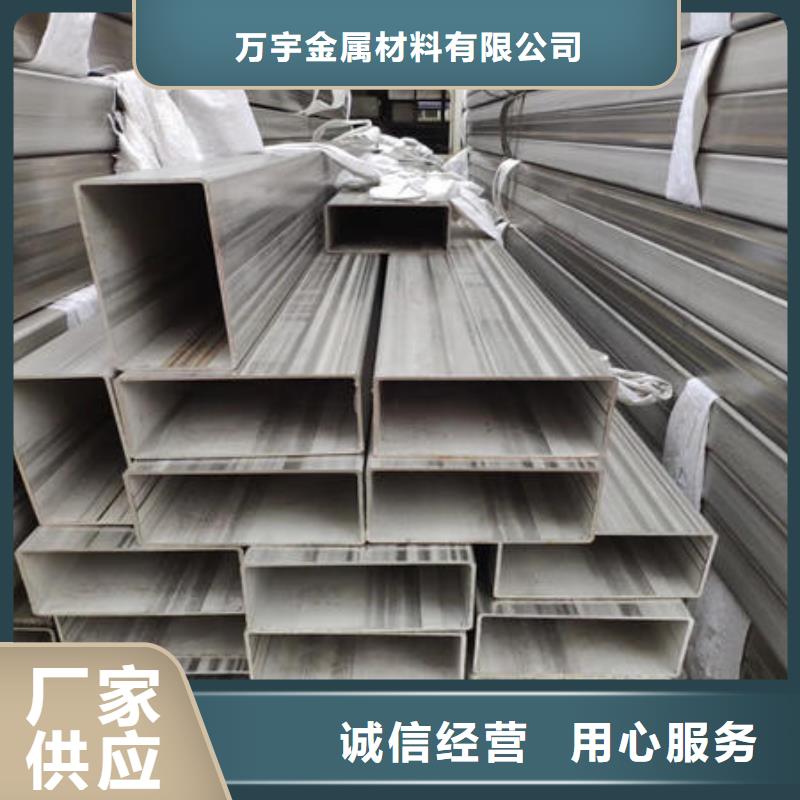
洛氏硬度(HK)洛氏硬度試驗同布氏硬度試驗一樣,都是壓痕試驗方法。不同的是,它是丈量壓痕的深度,即在初邕試驗力(Fo)及總試驗力(F)的先后作用下,將壓頭(金鋼廠圓錐體或鋼球)壓入試樣表面,經劃定保持時間后,卸除主試驗力,用丈量的殘余壓痕深度增量(e)計算硬度值。其值是個無名數,以符號HR表示,所用標尺有A,B,C,D,E,F,G,H,K等9個標尺。其中常用于316L不銹鋼焊管硬度試驗的標尺一般為A,B,C,即HRA,HRB,HRC。硬度值用下式計算:當用A和C標尺試驗時,HR=100-e當用B標尺試驗時,HR=130-e式中e--殘余壓痕深度增量,其什系以劃定單位0.002mm示,即當壓頭軸向位移一個單位(0.002mm)時,即相稱于洛氏硬度變化一個數。304不銹鋼焊接鋼管簡稱304不銹鋼焊管,常用不銹鋼鋼板或鋼帶經過機組和模具卷曲成型后焊接制成的不銹鋼鋼焊管。304不銹鋼焊管生產工藝簡單,生產效率高,品種規格多,設備資金少,但一般受壓強度低于不銹鋼無縫鋼管。

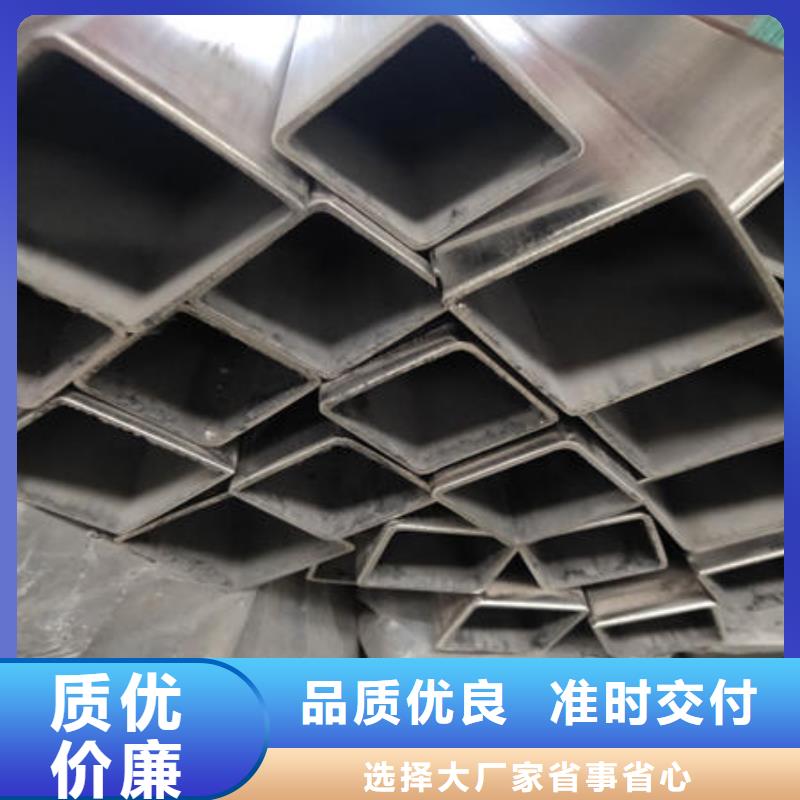
從二者的對比不難看出,拋光不銹鋼焊管無論是成本還是性能均略遜一籌,而帶焊縫酸洗不銹鋼焊管在應用過程中優勢明顯。酸洗不銹鋼焊管才是國內工業焊管發展的主流趨勢。鋼帶經過焊管機和模具卷曲成型后焊接是不銹鋼焊管的成型過程,不僅生產效率高,且壁厚均勻,比無縫焊管更具經濟性。然而,在實際焊接過程中時常會出現“黑線管”的情況,這到底是什么原因引起的呢?不銹鋼焊管焊機電流過大,焊縫凹得太深;打磨力度不夠;打磨位置不對;打磨角度不是45度;打磨材料標號不對;打磨裝的方向不對;氬氣保護管沒有裝好,沒有對準焊接位置,或沒有氬氣造成焊縫凹得太深;模具的高低力度而產生手感問題等。可見,導致不銹鋼焊管焊接過程中出現“黑線管”的原因還是很多的,您可依據上述原因一一排除。需要注意的是,在黑線判斷方面只要是焊口部位表面打磨不干凈的部位,不管是整條線或是虛線或是點經過拋光還看得見的都叫黑線


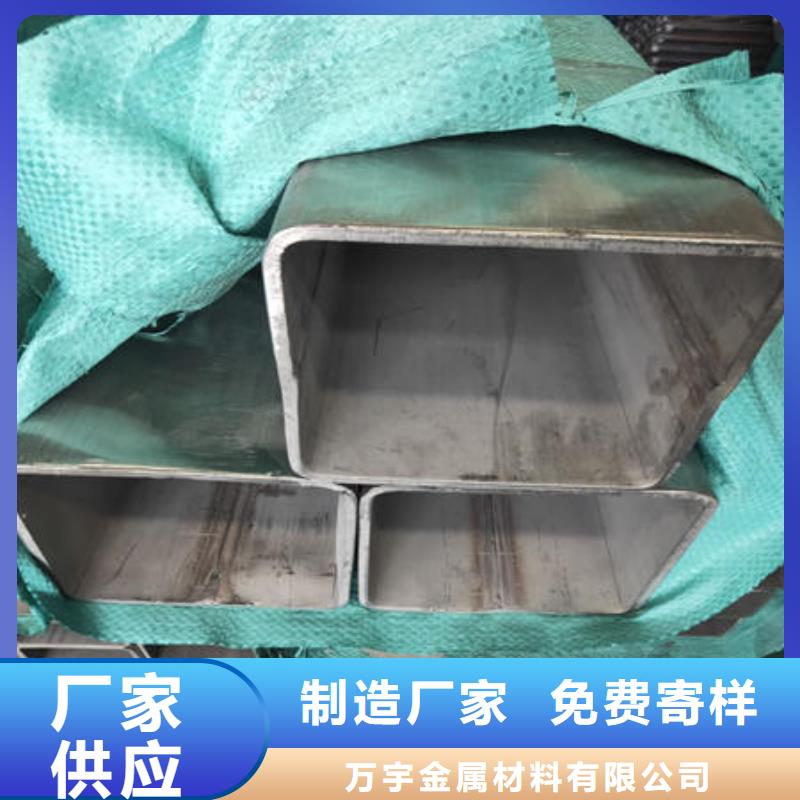
焊接鋼管簡稱焊管,常用鋼材或鋼帶經過機組和模具卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備投資少,但一般強度低于無縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域尤其是在換熱誰備用管、裝飾管、中低壓流體管等方面代替了無縫鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備投資少,但一般強度低于無縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域尤其是在換熱誰備用管、裝飾管、中低壓流體管等方面代替了無縫鋼管。



萬宇金屬材料有限公司成立多年以來,始終秉承“誠信為本、服務至上”的宗旨,公司所有 浙江臺州不銹鋼卷產品用料精良,通過服務獲得客戶的滿意; 提高客戶對 浙江臺州不銹鋼卷的信賴。 近年來,企業發展突飛猛進,生產規模迅速擴大, 浙江臺州不銹鋼卷產品質量穩步提高,各項管理逐步規范,銷售額逐年猛增。我們愿以完善的質量體系, 勇于開拓、高信譽與各地區的客商攜手合作,開創美好未來!


