









塑料盲溝生產工藝介紹,怎么樣裁切成品塑料盲溝管。鋸割時將塑料盲溝管夾持在管子臺虎鉗(又稱管壓鉗)上,鋸割過程中要始終保持鋸條與管中心線垂直,若發現鋸口歪斜,可將鋸弓反方向偏移,待鋸縫回復原線后再扶正鋸弓繼續鋸割,鋸割較大的塑料盲溝管時可適當地向鋸口處滴入機油以減少摩擦力。為切割斷面與鍍鋅管中心線垂直,鋸割前需沿垂直于鍍鋅管中心線方向,先用樣板劃好鍍鋅管切斷線。后需要注意的是:快要鋸斷時,鋸割速度要減緩,力度要小,必須用鋸斷的方式而不能剩余一些用折斷來代替鋸割,以免塑料盲溝管變形而影響螺紋的套制及安裝質量。
塑料盲溝管是一種以合成纖維、塑料以及合成橡膠等為原料,經不同的工藝方法制成各種類型、多功能的土工材料產品,其具有以下的性能指標:1、縱向抗拉強度:KN/50cm,≥1.02、縱向伸長率(%):≥123、橫向抗拉強度:KN/5cm,≥0.84、橫向伸長率(%):≥125、塑料盲溝管的圓球頂破強度(KN。其開挖要選擇能充分疏排水的部位,塑料盲溝管規格為40*40cm的槽溝,集水井設置在地勢較低容易集水的地方,并且間隔距離要合理,集水井做好后,井內徑規格一般為1*1*1m。溢流井要能及時將過多的湖水排走,并方便排水清洗湖底。進水口要安裝牢固通暢進水。疏水4寸PVC管要鉆足夠的孔洞,放埋后管四周要鋪滿碎石再鋪石粉。集水井內的湖內水與地下水連通裝置要方便操作,密封可靠,以確保湖內裝水時不漏水,清洗湖底排干水時,又不會因地下水的壓力,而造成防水層的起鼓。
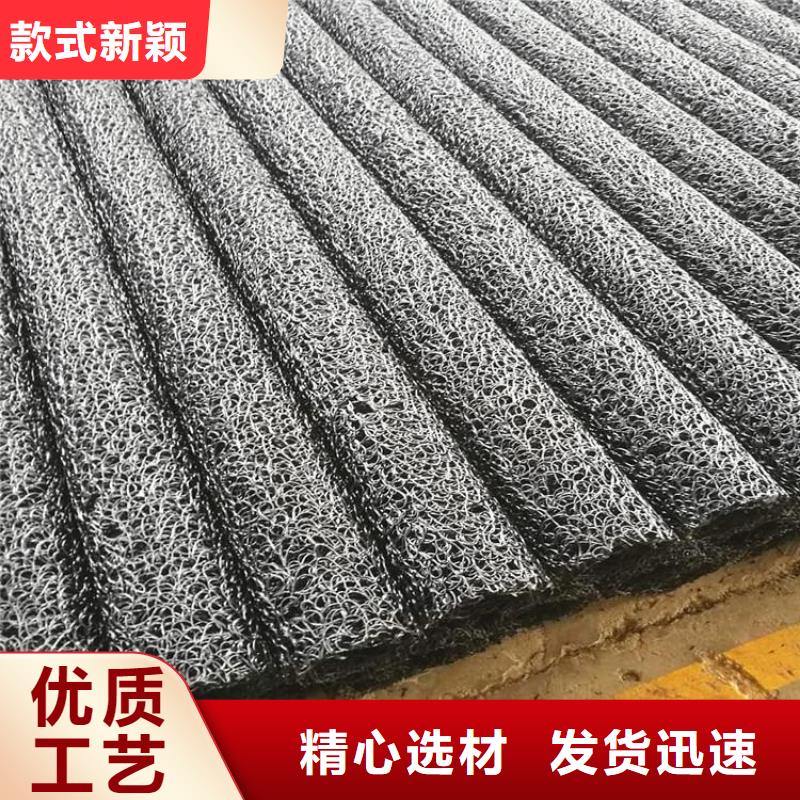
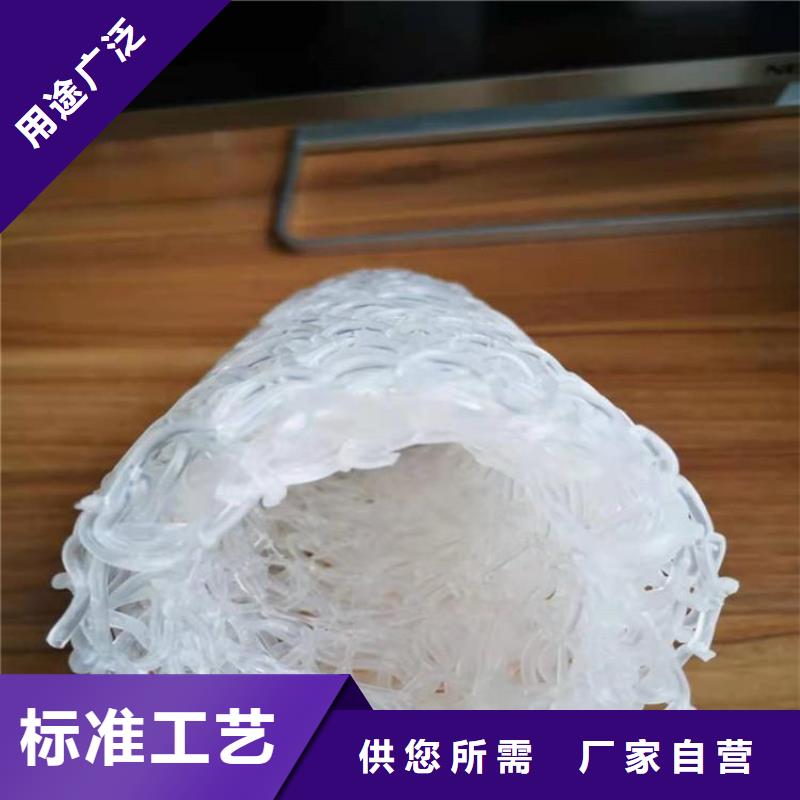
塑料盲溝施工方法介紹:其預留的20cm由人工挖除(挖除時先制作兩個龍門架,按其設計高程在龍門架中心點綁好線繩以便控制其開挖高程)。塑料盲溝如何采用熱熔化方式成型。強力生產制造的塑料盲溝是將熱塑性合成樹脂加熱溶化后通過噴咀擠壓出纖維絲重疊置在一起。抗壓且柔韌,對于彎道等曲位也能施工,十分輕便,若回填深度在10cm左右,還可用推土機進行回填等。是由塑料芯體外包裹濾布組式。實驗結果表明,隨雨強增大,塑料盲溝的排水量也增多但排水效率有所下降;在大于30°的較大坡度下塑料盲溝有較好的排水效果;中空圓形塑料盲溝在降雨過程中具排水優勢,而多孔矩形塑料盲溝在降雨結束后排水效果更好;塑料盲溝能有效降低客土層土壤含水量,防止滯水層和軟弱滑動面的出現,從而增強客土層的穩定性。
土工公司所生產塑料盲溝生產工藝嚴格,制造精細。采用該淬火工藝往往需要對塑料盲溝管的彎制母管實行專門的設計,例如針對彎制設備和彎制工藝參數的不同,適當調節母管的化學成分。一、預試驗階段,步驟如下:1、將試壓塑料盲溝管的壓力降至大氣壓,并持續60分鐘。這一時段內要沒有空氣進入該產品。2、停止注水補壓并穩定60分鐘。若60分鐘后壓力下降至試驗壓力的70%以下,則停止試壓,并查明原因采取相應措施后再組織試壓。二、主試驗階段,步驟如下:1、在預試驗階段結束后,迅速將塑料盲溝管泄水降壓,降壓量為試驗壓力的10-15%。每隔3分鐘記錄一次塑料盲溝管剩余壓力,共30分鐘。若這30分鐘內試壓產品剩余壓力有上升趨勢,則水壓試驗結果合格。3、如上30分鐘內試壓塑料盲溝管剩余水壓無上升趨勢,則再持續觀察60分鐘。如在整個90分鐘內壓力下降不超過0.02Mpa則水壓試驗結果合格。
