







球墨鑄鐵管配件在抗拉、抗彎、硬度、延伸率、耐沖擊性及水壓試驗等方面的技術性能都大大優于灰鑄管和硅壓力管而在耐腐蝕性能及使用壽命方面又優于鋼管從灰鑄管、鋼管和球墨鑄鐵管的力學性能看球墨管的抗拉、抗壓強度比灰鑄管高出一倍以上比鋼管也要高許多。由于球墨鑄鐵管采用了T型柔性接口有良好的密封性和可撓性且管材本身***具有較大的延伸率使管道具有較好的柔性因此在埋地的管道中能夠接受少量的不均勻沉降改善了管道及周圍土壤的受力狀態。另外管道因受水溫變化而引起的伸縮在接口內也可以被吸收一部分不會導致接口漏水。球墨鑄鐵管每噸的單價雖然比灰鑄管高出很多但球墨鑄鐵管的管壁較薄且管徑愈大和灰鑄管壁厚相差也***越大如按單位長度的造價計算根據引門的初步統計管徑在DN200mm以下的管材球墨鑄鐵管的價格明顯高于灰鑄管且口徑越小價格高出愈多管徑在DN300mm以上球墨鑄鐵管的價格接近甚至低于灰鑄管價格且管徑愈大價格愈低。另外由于球墨鑄鐵管的延伸率較大而灰鑄管的延伸率為零在運輸裝卸過程中灰鑄管的破損率也明顯高于球墨鑄鐵管而鹼壓力管的破損率則更高。產品質量越好其事故率越低流失的水費也***越低。由于管道系統的一般使用年限為幾十年所以累積下來的損失費將會高得驚人。從這個意義上講一次投資高品質的管線它的效益將會在長期運行上得以體現。管道系統在運行中會發生諸多因素的變化如水壓、水量、承受負荷、地基條件的變化等。在中低壓管網球墨鑄鐵管具有運行可靠破損率低施工維修方便、快捷防腐性能優異等。因此供水企業選擇球墨鑄鐵管對保證供水管道系統長期經濟運行有著十分重要的意義。1、施工簡單快速。使用簡單的工具即可進行 快速、的裝接工作。2、橡膠圈不易老化。橡膠圈幾乎被完全嵌入 承口內槽中,與氧氣接觸部分較少^可降低老化程度。3、電化學腐蝕影響較小。接口的橡膠圈使每 根球墨鑄鐵管之間相互絕緣^可減少電化學腐蝕的 影響。4、密封性能好。橡膠圈密封部位受到擠壓 后,可與球墨鑄鐵管承口內表面和插口外表面緊密接合,從而獲得充分的氣密性和水密性。5、具有可撓性。橡膠圈具有彈性,使球墨鑄鐵管承口具有可撓性管道可以很好地適應地基的 少許沉降或震動。6、伸縮性良好。可以很好地吸收由于溫度變 化引起的管道伸縮,無需伸縮接頭。
球墨鑄鐵管配件退火處理簡介:球墨鑄鐵管采用兩階段退火處理。即在高溫石墨化退火之后,爐冷至共析溫度再保溫,以共析滲碳體。球墨鑄鐵管的具體退火溫度及保溫時間是由不同的化學成分和鑄態組織等所決定的一對于不同生產條件的管子,其退火工藝的制定是需要由試驗來確定的。 球墨鑄鐵管使用時經常處于高溫和高壓條件,管子在高溫煙氣和水蒸氣的作用下,會發生氧化和腐蝕。要求鋼管具有高的持久強度,高的抗氧化腐蝕性能,并有良好的組織穩定性。球墨鑄鐵管一般都是采用純氫作為退火氣氛,氣氛純度***好是99.99%以上,如果氣氛中另一部分是惰性氣體的話,純度也可以低一點,但是***不能含有過多氧氣、水汽。 爐體密封性。光亮退火爐應是封閉的,與外界空氣隔絕;采用氫氣作保護氣的,只有一個排氣口是通的(用來點燃排出的氫氣)。檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中***容易跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。提出了冷彎成型前對原料管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷卻方式對原料管組織和力學性能的影響規律。 軟氮化是活性氮化現在比較常用的是氣體氮化.隨著化工工業在中國的發展球墨鑄鐵管的應用越來越廣泛,國內球墨鑄鐵管每年以10%的速度增長著,在石油,尿素等行業也有很大的發展前途。球墨鑄鐵管在性能上的突出表現是屈服強度高和耐應力腐蝕,具有良好的焊接性焊接冷裂紋和熱裂紋的敏感性都較小。 
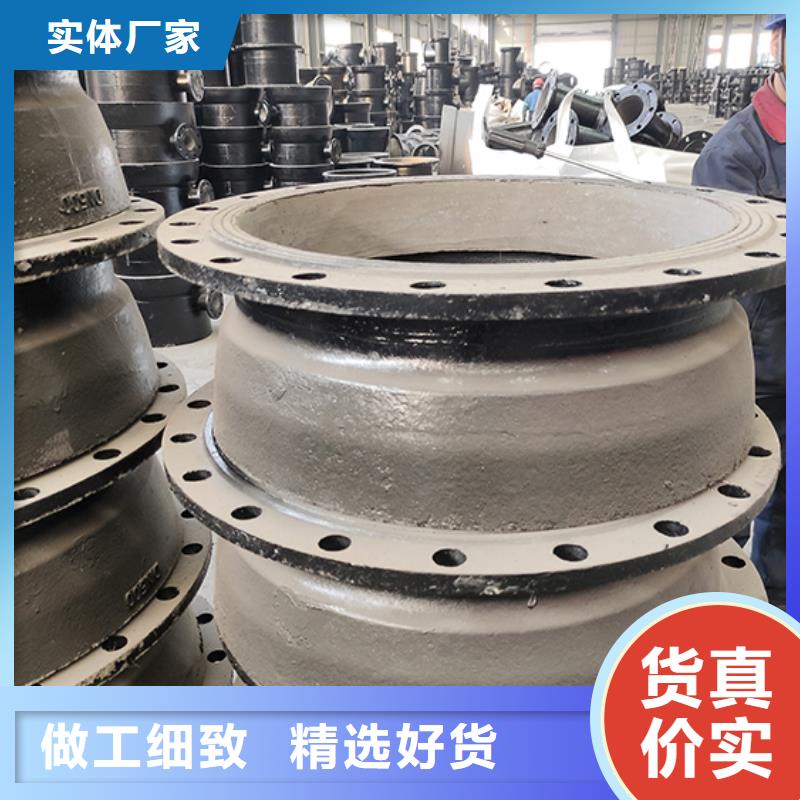
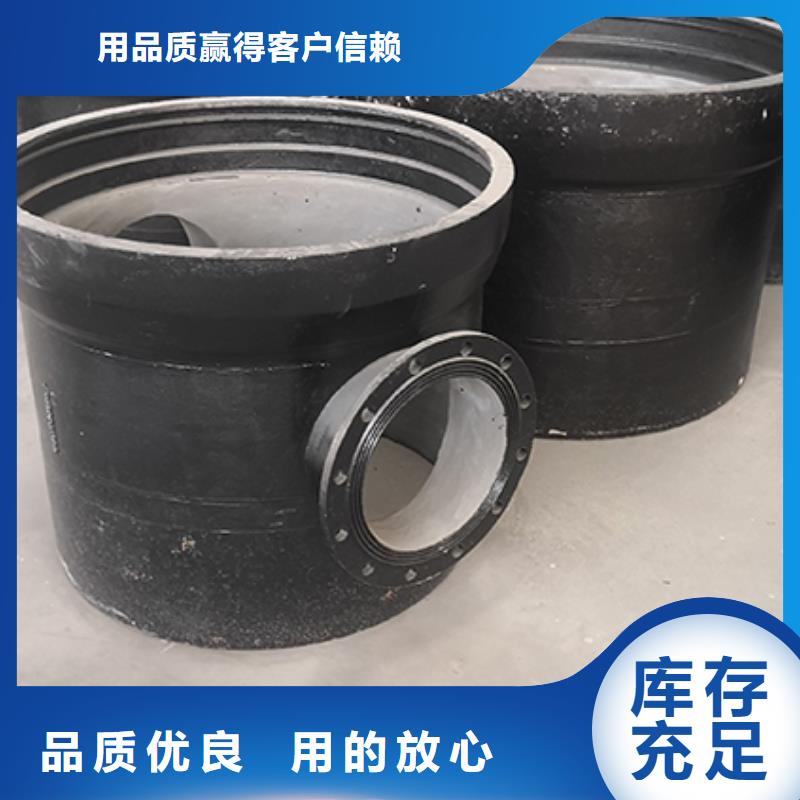
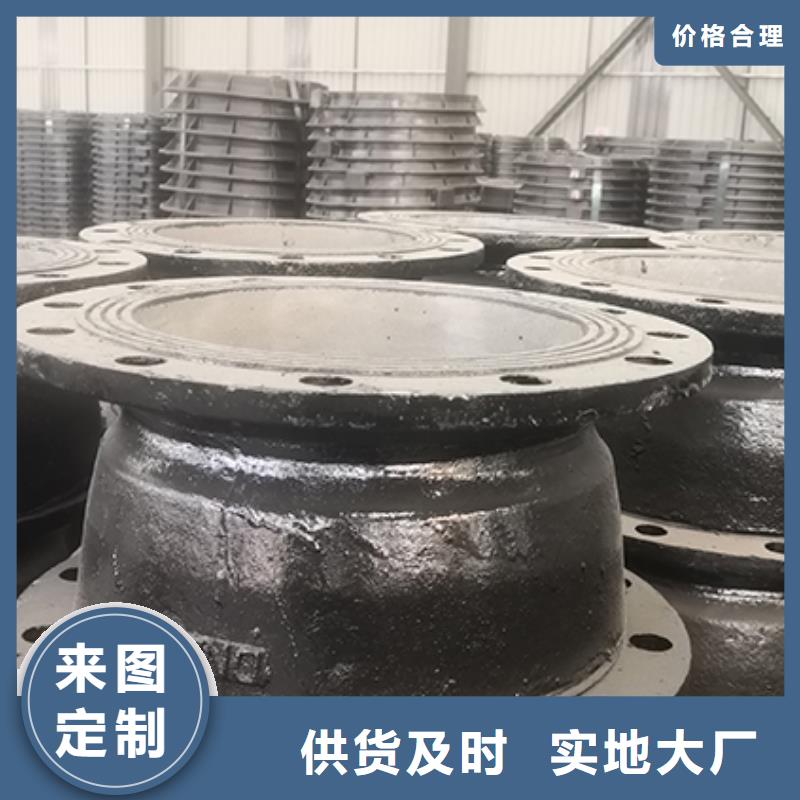
球墨鑄鐵管我們已經很了解了,一種管道,可以用在很多地方,安裝球墨鑄鐵管可不是一個簡單的活,我們需要注意很多事項,具體有哪些呢?我們可以了解一下! 1.把鑄鐵管口的雜物進行清理并且擦洗干凈。 2.清洗膠圈和上膠圈。把膠圈上的臟東西清洗干凈,并且將其彎成梅花形或者8字形裝到承口槽內,并且用手沿著整個膠圈按壓一遍,或者用橡皮錘砸實,以保證膠圈的各個部分不翹不扭,均勻的卡在槽內。 3.把那個插口外表面和膠圈上面弄些潤滑劑,均勻的涂刷在外圍。 4.將鑄鐵管下到槽底。 5.安裝機具設備,把準備好的設備安裝好,然后避免再次污染。 6.檢查安裝的位置是否符合要求。 球墨鑄鐵管配件
下列因素會影響球墨鑄鐵管孔徑的大小: 1、碳當量:行進碳量,增大了石墨化縮短,可削減縮孔縮松。 2、磷:鐵液中含磷量偏高,使凝聚規劃擴展,一起低熔點磷共晶在終凝聚時得不到補給,以及使鑄件外殼變弱,因此有增大縮孔、縮松發作的傾向。一般工廠操控含磷量小于0 08%。 3、稀土和鎂:稀土剩下量過高會惡化石墨外形,下降球化率,因此稀土含量不宜太高。而鎂又是一個激烈安穩碳化物的元素,妨礙石墨化。 4、壁厚:當鑄件表面構成硬殼以后,內部的金屬液溫度越高,液態縮短就越大,則縮孔、縮松的容積不只 值增加,其相對值也增加。 5、溫度:澆注溫度高,有利于補縮,但太高會增加液態縮短量,抵縮孔、縮松倒霉,所以應依據具體情況合理選擇澆注溫度,一般以1300~1350℃為宜。 6、砂型的緊實度:若砂型的緊實度太低或不均勻,致使澆注后在金屬靜壓力或縮短力的效果下,發作型腔擴展的現象,致使本來的金屬不行補縮而招致鑄件發作縮孔縮松。 7、澆冒口及冷鐵:若澆注系統、冒口和冷鐵設置不當,不能保證金屬液次序凝聚;別的,冒口的數量、巨細以及與鑄件的聯接當否,將影響冒口的補縮效果。 球墨鑄鐵管配件
