

止水銅片,【抗裂纖維】廠家采購視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
以下是:止水銅片,【抗裂纖維】廠家采購的圖文介紹
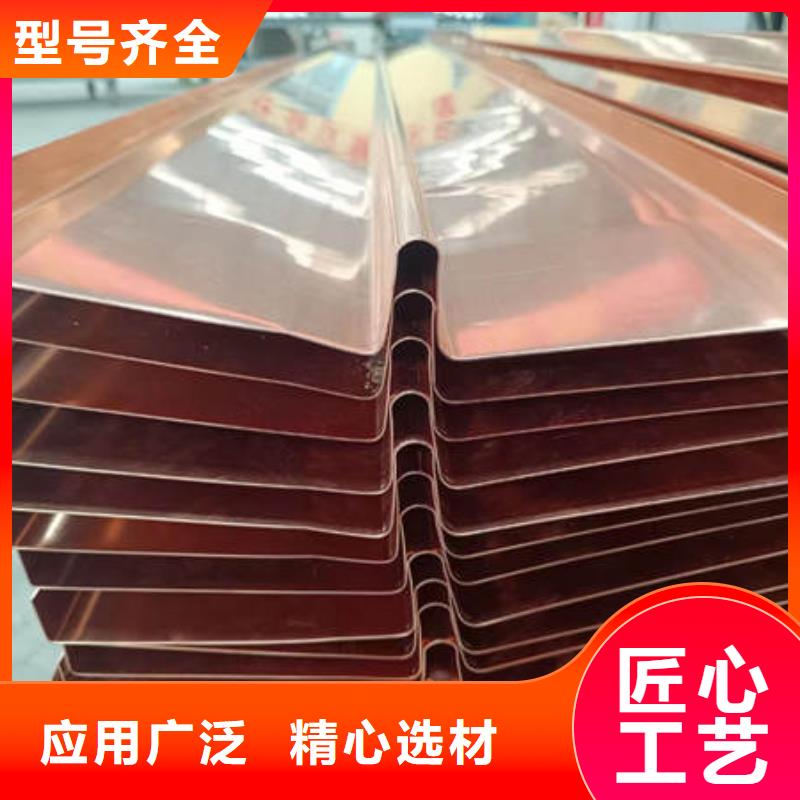
紫銅就是工業純銅,其熔點為1083℃,無同素異構轉變,相對密度為8.9,為鎂的五倍。比普通鋼還重約15%。其具有玫瑰紅色,表面形成氧化膜后呈紫色,故一般稱為紫銅。它是含有一定氧的銅,因而又稱含氧銅。紫銅 因呈紫紅色而得名。它不一定是純銅,有時還加入少量脫氧元素或其他元素,以改善材質和性能,因此也歸入銅合金。中國紫銅加工材按成分可分為:普通紫銅、無氧銅、脫氧銅、添加少量合金元素的特種銅(砷銅、碲銅、銀銅)四類。紫銅的電導率和熱導率僅次于銀,***用于制作導電、導熱器材。紫銅在大氣、海水和某些非氧化性酸、堿、鹽溶液及多種有機酸中,有良好的耐蝕性,用于化學工業。紫銅止水片,其主要特點有:抗腐蝕能力強;強度高,能承受較大變形;外觀輪廓清晰,無裂紋、壓折、凹坑。適用于各類高級水工建筑的基礎止水、壩身止水、壩頂止水、廊道止水,以及壩體內孔洞止水、廠房止水、溢流面下橫縫止水等,是防止疏漏理想的產品。華爾網止水銅片


1.退火:為便于加工、焊接,銅片在使用前先進行退火處理。退火后延伸率將增加10~40%。2.成型:在自制模具上用千斤頂靜壓成型。3.焊接:在現場采用氧焊接長,焊接質量滿足施工圖紙要求。按照規范要求,搭接長度應不小于2cm,且應為雙面焊接(包括“鼻子”部分)。4.伸縮段隔離劑:為了能使銅片止水的伸縮段即“鼻子”部分能自由伸屈,本身又不受損傷,按設計要求在U型槽內填平瀝青麻絲。5.安裝:紫銅止水片安裝位置準確,紫銅止水片底部距離止水基座設計建基面10cm,其鼻子中心線與接縫中心線偏差為±5mm。6.檢查:焊接接頭表面應光滑,無砂眼或裂紋,不滲水。在現場焊接的接頭,應逐個進行外觀質量和滲透檢測合格。華爾網止水銅片



鑄錠內部質量 鑄錠內部質量是帶材表面質量好壞的關鍵。據數據統計,在表面物理缺陷中,起皮、分層、孔洞和氣泡已占50%以上,而這些缺陷都與鑄錠的內部質量有很大的關系,多數情況下是由于鑄錠內部存在氣孔、夾渣(雜)、疏松及顯微裂紋等造成的。因此在鑄錠生產中爐料的清潔、干燥,加強熔體的覆蓋和保護以及合理的熔鑄工藝是優質鑄錠生產的必要條件。同時由于帶材的起皮掉渣、孔洞、毛刺等造成銅渣、銅屑黏在與銅帶接觸的輥子、氈布上等,對帶材造成了二次損傷——劃傷等缺陷。華爾網止水銅片



晶凱工程材料有限公司設備先進技術力量雄厚,公司本著平等互惠、誠信守約的原則、科學的質量管理體系。公司堅持以市場為導向,牢記“品質保證、信譽至上、價格優惠、服務至上”的經營理念。通過努力,已為各類客戶提供了高質量的 新疆伊犁紫銅止水帶產品和完善服務,使公司保持了穩健的發展勢頭。朝著“立足全國,面向世界”的發展目標不斷邁進!公司營銷部設在高新區,竭誠歡迎廣大新老客戶來電蒞臨指導,洽談業務。


熱軋是加工的首道工序,也是表面質量控制的關鍵工序。在加熱階段,爐內氣氛、溫度、加熱時間及接觸爐底的質量均對帶坯質量有明顯影響。加熱、熱軋工序造成的表面缺陷也較為嚴重,主要表現在加熱延時造成氧化皮偏厚、爐底氧化渣壓入鑄錠及熱軋爆皮效果差等;銑面工序如果銑不凈、漏銑、刀花大等,都會直接引起帶材表面出現起皮、掉渣和孔洞等現象。華爾網止水銅片 控制爐內氣氛、嚴格執行加熱工藝、定期檢查和及時維護爐底,是減少鑄錠嚴重氧化、氧化渣壓入及晶粒粗大的關鍵.在銑面時,銑刀刀片質量、一致性、銑刀的振動以及減少銑屑壓入等都是銑面質量的關鍵,同時嚴格銑面工藝,控制銑削速度以解決刀花大等問題.對局部未洗凈的氧化坑等在軋制時應進行打磨修理,以帶坯整體質量.另外對銑面的帶材應重視卷取質量,防止層間存在間隙,在吊運等過程中會因層間錯動造成表面劃傷,表面質量留下隱患.也可以采用層間襯紙或其他耐磨柔性材料(如蛇皮布、無紡布等)的方式減少層間擦劃傷,層間滑動對帶坯表面的損傷。



