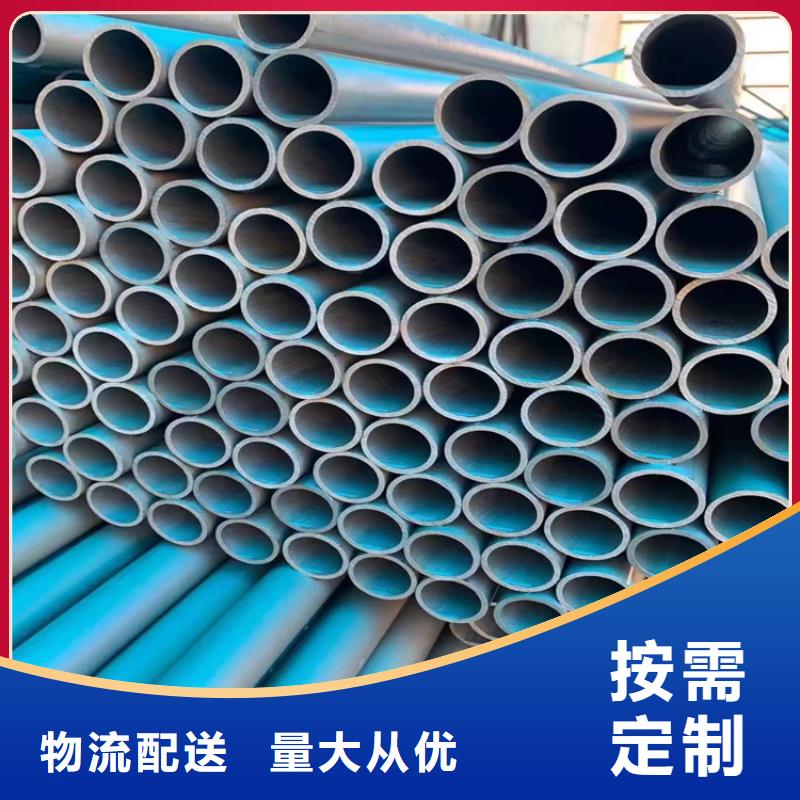







保定 20#酸洗鈍化無縫鋼管噴漆加工廠20#酸洗鈍化無縫鋼管處理具體流程(工藝流程):鋼管→酸洗→磷皂化(即潤滑)→冷拔,如還有第二次冷拔,需不需要退火就看是什么鋼種了。一般低碳鋼是不需要退火的,次冷拔后→潤滑→冷拔→退火→矯直→切割→成品檢驗→打包入庫。酸洗鈍化無縫鋼管具體流程(工藝流程):鋼管→酸洗→磷皂化(即潤滑)→冷拔,如還有第二次冷拔,需不需要退火就看是什么鋼種了。一般低碳鋼是不需要退火的,一次冷拔后→潤滑→冷拔→退火→矯直→切割→成品檢驗→打包入庫。質量要求高的做酸洗鈍化處理。主營材質:10#、20#、35#、45#、20G、40Cr、20Cr、16Mn-45Mn、27SiMn、Cr5Mo、12CrMo(T12)、12Cr1MoV、12Cr1MoVG、10CrMo910、 15CrMo、35CrMo、40CrMo等。保定 20#酸洗鈍化無縫鋼管處理特點優勢:1:碳鋼酸洗鈍化液將酸洗和鈍化合二為一,大大提高了勞動生產率2: 酸洗鈍化液的使用和操作非常方便,槽洗浸泡使用中小型碳鋼管件,或使毛刷刷涂或噴淋的方法進行操作, 清水沖洗即可3:使用溫度5-30攝氏度,酸洗鈍化5-15分鐘左右即可達到酸洗效果。鈍化,有時也稱“酸洗”。金屬由于介質的作用生成的腐蝕產物如果具有致密的結構,形成了一層薄膜(往往是看不見的),緊密覆蓋在金屬的表面,則改變了金屬的表面狀態,使金屬的電極電位大大向正方向躍變,而成為耐蝕的鈍態。如Fe→Fe++時標準電位為-0.44V,鈍化后躍變到+0.5~1V,而顯示出耐腐蝕的貴金屬性能,這層薄膜就叫鈍化膜,金屬的鈍化也可能是自發過程(如在金屬的表面生成一層難溶解的化合物,即氧化物膜)。在工業上是用鈍化劑(主要是氧化劑)對金屬進行鈍化處理,形成一層保護膜。
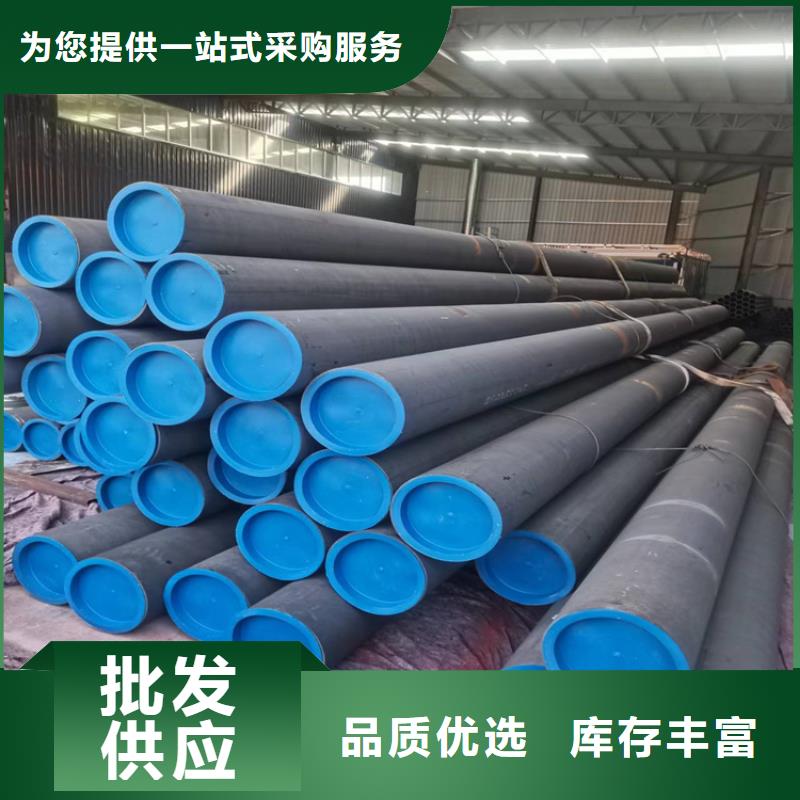
保定 酸洗鈍化無縫鋼管在運用和應用全過程中還必須留意無縫鋼管的各類連接。無縫鋼管連接時,要留意連接方法和連接方法,以確保電力工程的發展趨向。酸洗鈍化無縫鋼管具備空心橫斷面,多作為運輸溶液的管路,如運輸石油、天燃氣、壓縮天然氣、水和一些固態原材料的管路。酸洗鈍化無縫鋼管與園鋼等實芯不銹鋼板材對比,抗壓強度、抗扭抗拉強度同樣,凈重更輕。是一種具備經濟社會發展橫截面的不銹鋼板材。酸洗鈍化無縫鋼管普遍用以生產制造配件和機械零件,如石油鉆機設備和工程項目建筑工程施工中采用的無縫鋼管架構等。無縫鋼管用以制做圓形零件,可使用率原料,簡單化生產過程,節省原料。并生產加工生產制造施工時間,已普遍用來生產制造無縫鋼管。酸洗鈍化無縫鋼管主要用途用以發電廠、核電、加熱爐、高溫遇熱面和再家用熱水器等髙壓高溫管路和工業設備。它由高品質碳素鋼、碳素工具鋼和不銹鋼板做成。家具板材耐磨鋼板為原材料。酸洗鈍化無縫鋼管原料的抗壓強度和抗拉強度了塑性形變的保定應變硬化溫度,但塑性形變和可塑性有一定的減少。也稱之為冷軟底。緣故是酸洗鈍化無縫鋼管在塑性形變的整個過程中,結晶體負載,展現晶體缺陷纏結、長細、粉碎和晶體肝千維化,酸洗鈍化無縫鋼管內部結構形成的內應力。抗拉強度的水平一般高過熱處理方法,以表明生產加工干固層的高度與生產加工生產制造和表層。酸洗鈍化無縫鋼管件在金屬材料模貝中產生形變,隨著塑性形變,遷移到周邊未硬底化的一部分。根據這類持續更替的過冷沖模形變,獲得均衡的橫斷面;可趁機發展趨勢碳素鋼的使用性能,便于打孔獲取。但工作上的酸洗鈍化無縫鋼管通過進一步生產加工,使軟底硬底化。例如鍍鋅帶鋼線,因為生產生產制造應變硬化進一步能耗大涂,乃至毀壞,務必在管理辦開展熱處理工藝,生產加工生產制造應變硬化,隨后再金屬拉絲。
保定 酸洗鈍化無縫鋼管是以熱軋帶鋼冷軋卷為原料,常常溫擠壓加工,以全自動雙絲兩面電弧焊技術電焊而成的酸洗鈍化無縫鋼管。那麼,酸洗鈍化無縫鋼管在作業的過程中是怎樣的呢?酸洗鈍化無縫鋼管是怎么生產制造的呢?下邊我們就來給大伙兒講解下。一、樁基施工管貫入1)工程施工前,樣樁的操縱應按設計方案原照,并以中心線為標準對樣樁逐根核查,做好測量紀錄,核查準確無誤后才可打樁施工。酸洗鈍化無縫鋼管樁運到施工現場后,起重吊裝時選用一點捆扎吊裝,待吊到樁位開展插樁,將酸洗鈍化無縫鋼管樁指向事前釋放的樁位,保證貫時尚豎直。樁基施工前,務必在樁帽置放特別制作的樁帽,樁帽上置放用硬木質的減振墊,酸洗鈍化無縫鋼管樁吊到樁位開展插樁時,因為樁身及樁帽總自身重量和樁錘置放在樁頂會自沉,很多貫下葬中,待沉至平穩后再次捶擊;2)逐漸樁基施工時,打樁機遇因貫入量大而空打,逐漸捶擊工作時要遲緩地中斷試打,直到樁進到地質構造一定深層才行,不可持續擊中。樁基施工全過程中,務必隨時隨地校準旋挖鉆機導向性桿及樁的垂直角度,并維持樁錘、樁帽與樁在同一縱中心線上;3)酸洗鈍化無縫鋼管樁打進1~2m后,應再次校準垂直角度,當打成一定深層并經核查樁基施工品質優良時,再持續開展擊中,直到高于河面60cm~80cm終止捶擊,開展接樁,再反復以上流保定 程直到做到建筑標高。若工程施工流程中發覺樁位歪斜(>1/100LL-鋼樁長短),應立即更改或拔出來鋼板樁再次工程施工;4)酸洗鈍化無縫鋼管樁基礎埋深:越過河道10m,且一分鐘敲打頻次內下移量不超過5mm。二、接樁酸洗鈍化無縫鋼管樁樁身聯接選用樁的身上下連接電焊焊接。焊接前,務必將一二節樁管形變毀壞一部分整修,上方樁管頂端的生銹\水或油漬泥渣,打磨拋光好電焊焊接口,使左右樁專業對口空隙為2~4mm,與此同時選用雙層焊,焊好各層焊接后,立即焊疤,并且做好外型查驗,各層焊接均應分開,與此同時在樁周加焊擋塊,以加強左右節樁聯接。電焊焊接完成后務必制冷超過5min,再開展捶擊樁基施工。三、焊樁蓋
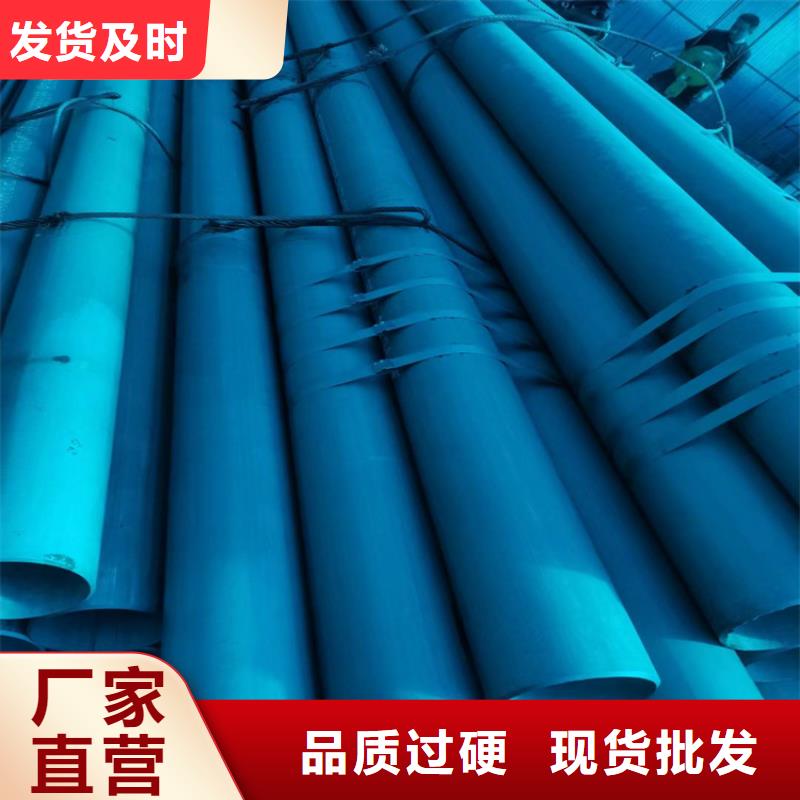
保定 酸洗鈍化無縫鋼管為什么要鍍膜?影響酸洗鈍化無縫鋼管鍍膜的因素有哪些?影響酸洗鈍化無縫鋼管鍍膜的要素,主要有以下四點:1、酸洗鈍化無縫鋼管的鈍化膜在熱力學中是屬于受抑制的亞穩態架構,它所發揮的維護作用于所處的環境中的介質有關。但是不管在哪種環境中運用,都要對其停止定期的清洗來除去外表附著的有害物質。2、氯離子對酸洗鈍化無縫鋼管鍍膜的危害是極大的,我們在對外表停止鈍化過程中要嚴厲控制鈍化液中的氯離子的含量。很多鈍化用化學資料對氯離子都有著限量的請求,在配置鈍化液用水和清洗用水也對氯離子有著嚴厲的水質請求,來保證鈍化廢品中不含有氯離子。3、酸洗鈍化無縫鋼管中鎳含量低鈍化性能就低,所以馬氏體含量和鉻跟鎳的含量對方矩管外表的鈍化性能影響很大。不銹鋼的外表越潤滑粗糙度越低就保定越難有異物附著,腐蝕也就降到了低點,所以方矩管外表要盡量采用精加工。另外鈍化后的清洗也要認真停止,這樣才干使剩余的酸液促進陽極反響,維護膜層的完好性,保證外表的耐腐蝕性加強。4、酸洗鈍化無縫鋼管在生產運輸中表面難免會附著上油污,而這會影響除銹及磷化的質量,降低涂層與基體間的結合力。主要利用有機溶劑溶解皂化與不皂化油來去除油污,常用的有機溶劑有乙醇、清洗用汽油、甲苯、四氯化碳、三氯乙烯等。其中比較有效的溶劑為四氯化碳和三氯乙烯,它們不會燃燒,可在較高溫度下進行除油。
