


別再錯過任何細節!花費一分鐘觀看翅片管優勢產品視頻,讓您的購買決策更加明智。
以下是:翅片管優勢的圖文介紹


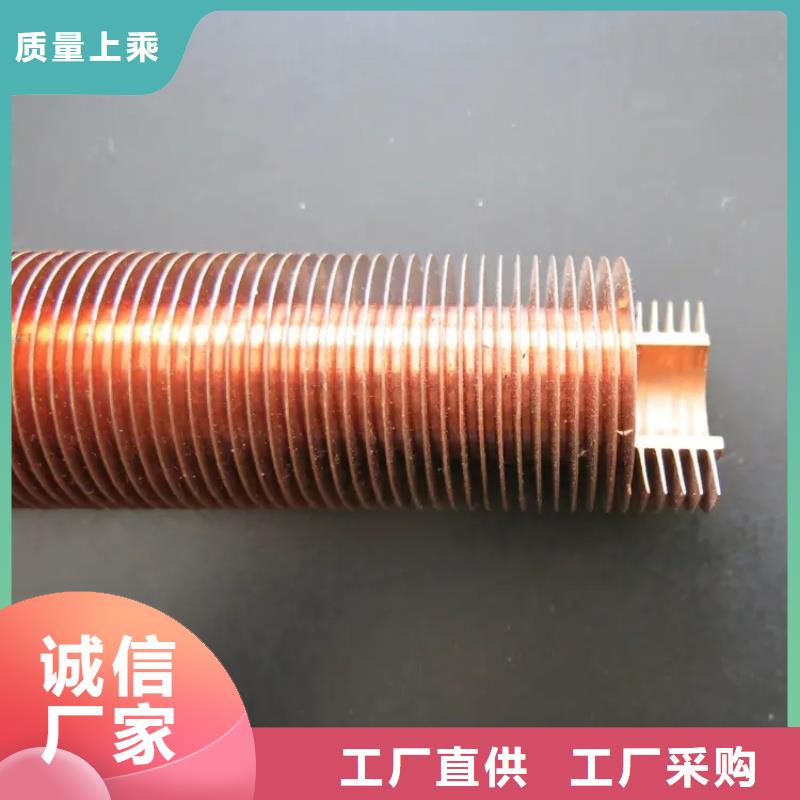
華爾網三輥斜軋整體型螺旋翅片管三輥斜軋整體型螺旋翅片管其生產原理為:在光管內襯一芯棒,經軋輥刀片的旋轉 帶動,無縫鋼管通過軋槽與芯頭組成的孔腔在其外表面上加工出翅片。這種方法生產出的翅片管因基管與外翅片是一個有機的整體,因而不存在接觸熱阻損失的問題,具有較高的傳熱效率。三輥斜軋法與焊接法相比,該生產線具有生產效率高,原材料耗用低,且生產的翅片管換熱率高等優點。三輥斜軋整體型螺旋翅片管技術已成功應用于翅片為銅、華爾網鋁的單翅片管或復合翅片管,或鋼質的低翅片管;鋼質整體型翅片管市場上多見為低翅片管,整體型高翅片管其材質多為鋁、華爾網銅等,一般是冷軋成型。



建順金屬制品有限公司著力 甘肅嘉峪關冷卻器產品質量控制,注重 甘肅嘉峪關冷卻器產品結構拓展,以可靠的性能,上乘的質量, 贏得較高的社會信譽。 我們竭誠為用戶服務。并承接特殊要求的 甘肅嘉峪關冷卻器設計和制造。


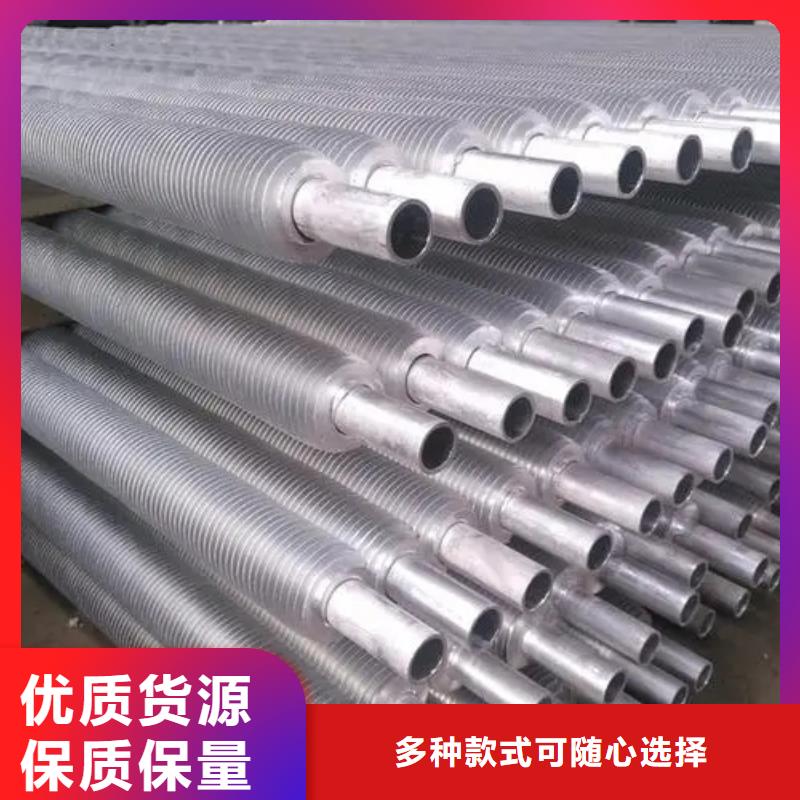
用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓入的。這種方法因為翅片的壓入力有限,故套裝的過盈量小,翅片容易產生松動現象。機械套裝翅片是在翅片套裝機上進行的。由于翅片壓入是靠機械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結合強度高,不易松動。機械傳動的套裝機生產率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設備價格較貴,對使用維修人員的技術要求較高,其生產率也低些。華爾網鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。



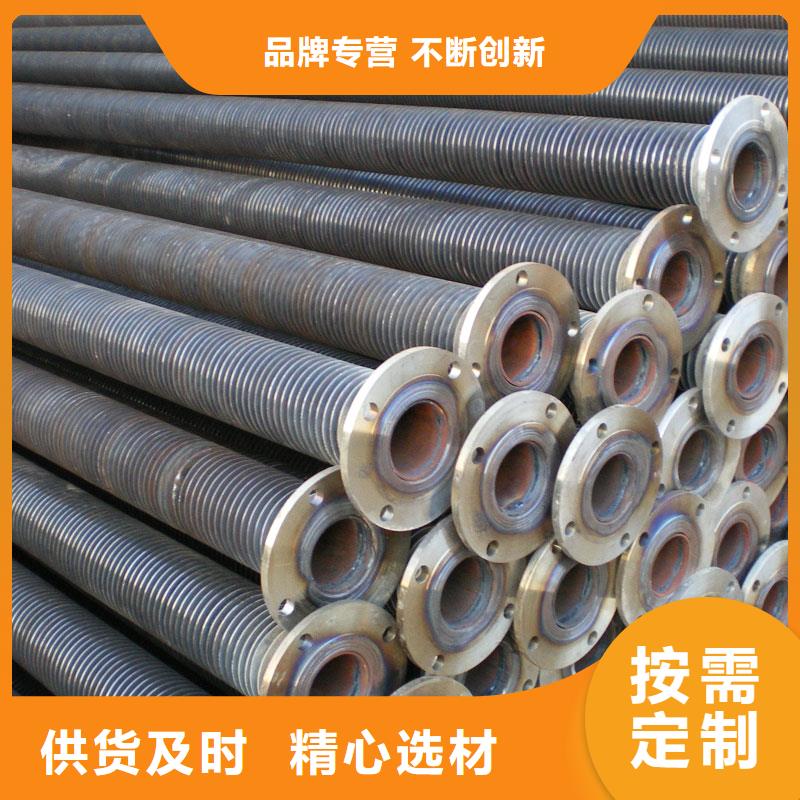
華爾網鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價昂貴,故常用另一種方法,即將纏好鋼帶的管子放進鋅液槽內進行整體熱鍍鋅來替代。采用整體熱鍍鋅雖然鍍液不見得能很好地滲進翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因為受到鍍鋅層厚度的限制(鍍鋅層厚時,鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內,所以,翅片與鋼管的結合率仍不高。另外,鋅的傳熱系數比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、華爾網同城硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預熱器(回收鍋爐煙氣余熱)。高頻焊螺旋翅片

