

文字的描繪可能無法完全捕捉20厚40cr鋼板批發零售產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。
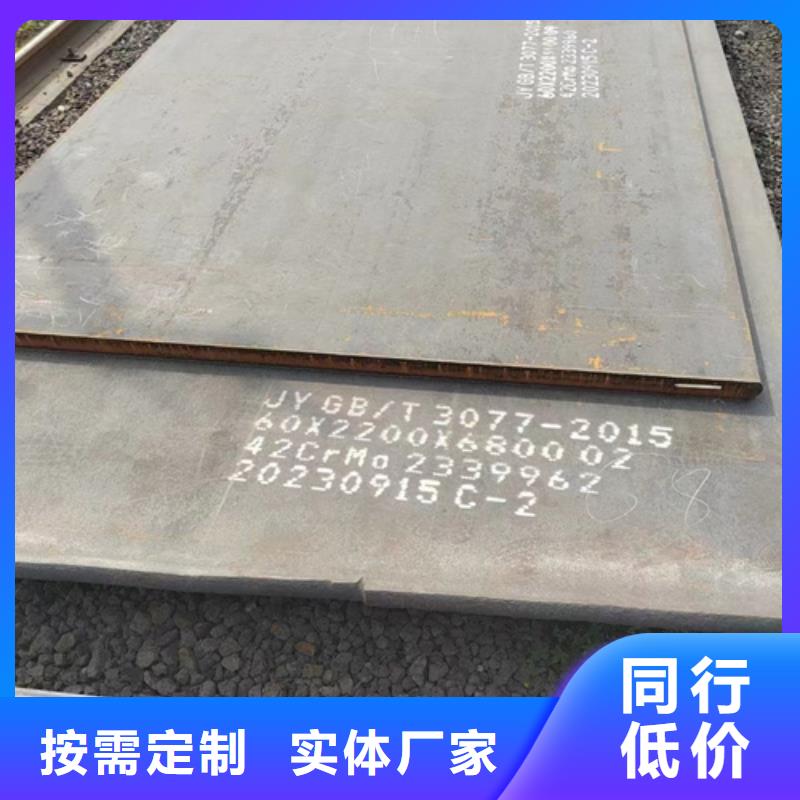
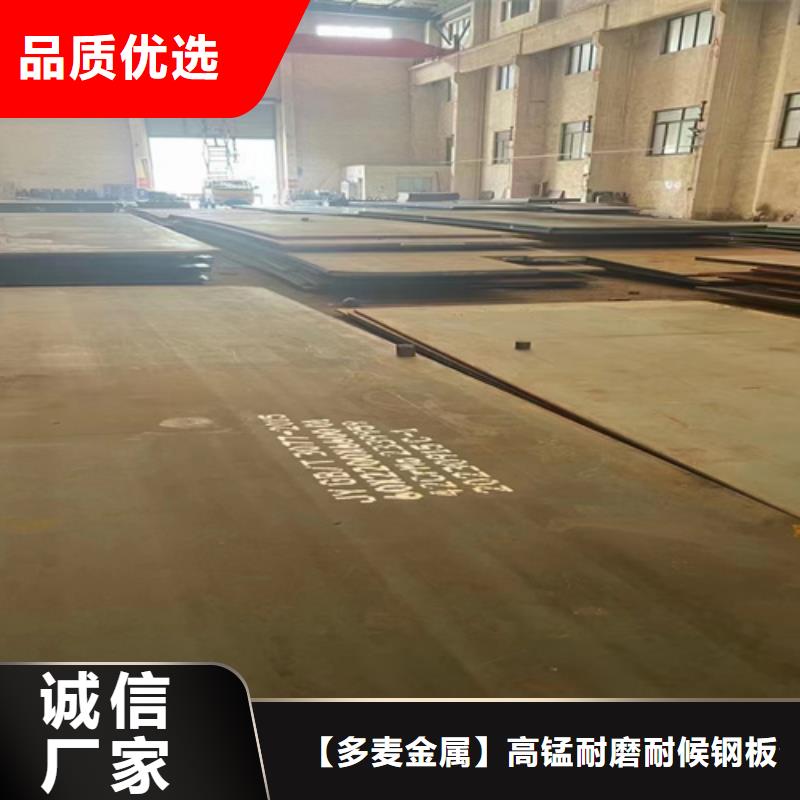
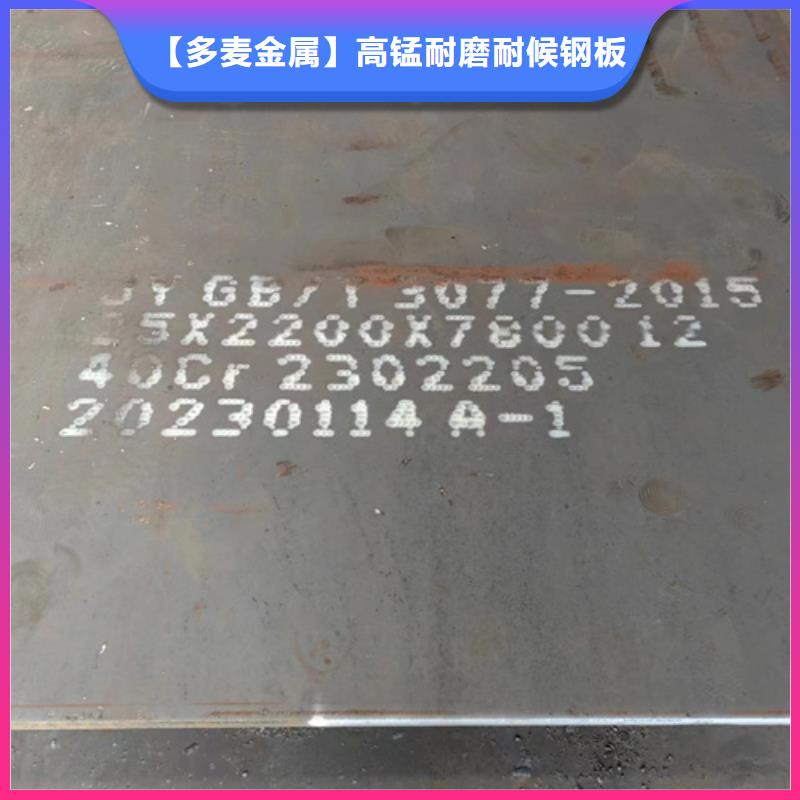
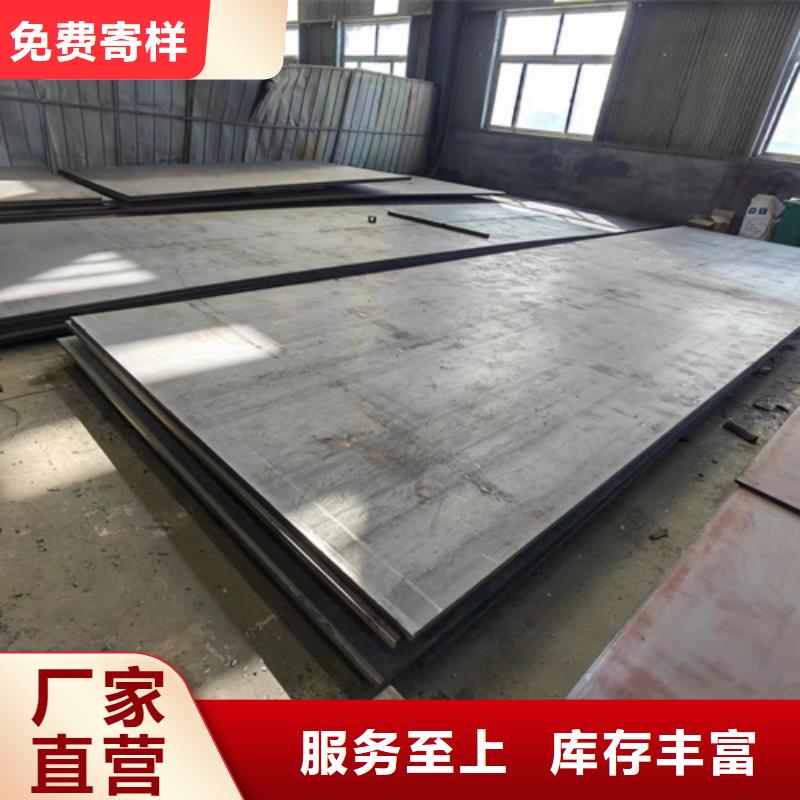
以下是:20厚40cr鋼板批發零售的圖文介紹
65Mn低合金圓鋼必須應具備高的彈性極限和高的屈強比,以避免彈簧鋼在高載荷下產生變形;同時還要求有良好的淬透性和低的脫碳敏感性,使彈性極限大幅度降低;以及良好的表面質量,在冷熱狀態下容易加工成形和良好的熱處理工藝性。在熱狀態下成型的彈簧熱成型彈簧鋼的熱處理工藝。用這種方法成型彈簧鋼多數是將熱成型和熱處理結合在一起進行的,而螺旋彈簧鋼則大多數是在熱成型后再進行熱處理。這種彈簧鋼的熱處理方式是淬火+中溫回火,熱處理后組織為回火托氏體。這種組織的彈性極限和屈服極限高,并有一定的韌性。合金鋼板采用全新的理念和方法,創新性地進行穩定性控制技術開發對容易在這“0.4秒”時間里產生的“軋破、山東日照甩尾”等問題的形成機理進行認真分析,從減少軋輥受損、山東日照減少尾部跑偏等多個方面開展工作,經過3年多的軟件程序開發、山東日照跟蹤試驗、山東日照評估、山東日照分析確定合理的工藝參數.65Mn 鋼板強度、山東日照硬度、山東日照彈性和淬透性均比65號鋼高,具有過熱敏感性和回火脆性傾向,水淬有形成裂紋傾向。退火態可切削性尚可,冷變形塑性低,焊接性差。 受中等載荷的板彈簧,直徑達7-20mm的螺旋彈簧及彈簧墊圈.彈簧環。高耐磨性零件,如磨床主軸、山東日照彈簧卡頭、山東日照精密機床絲桿、山東日照切刀、山東日照螺旋輥子軸承上的套環、山東日照鐵道鋼軌等。



65Mn合金鋼板的熱處理的淬火和回火請 相關資料:1.淬滅前準備 鹽浴應進行校溫和脫氧處理,為防止彈性部分淬火開 裂,用石棉繩纏繞其一層,用鐵絲捆綁夾頭,可以進行兩頭 吊掛,頭部三瓣或四瓣間的槽口淬火前不得開通,在 400-500℃的箱式電阻爐中進行預熱。2.淬火加熱 在脫氧合格的鹽浴爐中加熱,淬火溫度控制在 820~ 8501C ,保溫時間按 0.4-0.5mim/min 計算,頭部向下浸人鹽浴 中加熱,當保溫時間為總時間的一半時,將整個夾頭全部放 人鹽浴中加熱.3.淬火冷卻 將加熱完畢的夾頭控凈殘鹽,淬入油中冷卻,并進行上 下的運動,考慮到殘鹽不易控凈,也可采用水冷一油淬的工 藝方法,水冷的目的是崩掉殘鹽,時間為 2-2.5s 拓展資料:常用熱處理工藝:淬火加熱溫度為攝氏850度,油冷。回火溫度為400—420度。上述工藝為汽車彈簧鋼板熱處理工藝。



【多麥金屬】高錳耐磨耐候鋼板生產廠家主要致力于各種 山東日照35#鋼板的研發、生產和銷售。依托技術帶先及創新能力,始終走在各類 山東日照35#鋼板行業的前沿。

