



【全新視界!】雙機頭鋼筋彎曲中心質量保證產品視頻,帶你領略產品新風尚!
以下是:雙機頭鋼筋彎曲中心質量保證的圖文介紹


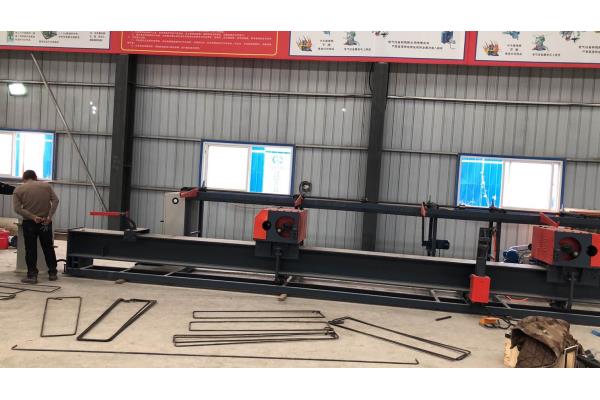
數控鋼筋彎曲中心的彎曲機是由工業計算機控制彎曲以替代人工彎曲的機械,主要加工棒材鋼筋。是專為高層建筑、高速公路、高速鐵路、大型橋梁等工程混凝土結構內主骨架鋼筋的彎曲加工高性能產品, 能加工直徑φ32mm的高強度螺紋鋼。
所謂數控鋼筋彎曲中心彎曲機編程就是把零件的工藝過程、工藝參數、機床的運動以及**位移量等息用數控語言記錄在程序單上,并經校核的全過程。
數控鋼筋彎曲中心產品
為了與數控系統的內部程序(系統軟件)及自動編程用的零件源程序相區別,把從外部輸入的直接用于加工的程序稱為數控加工程序,簡稱為數控程序。數控機床所使用的程序是按照一定的格式并以代碼的形式編制的。
彎曲機系統的種類繁多,它們使用的數控程序的語言規則和格式也不盡相同,編制程序時應該嚴格按照機床編程手冊中的規定進行。
編制程序時,編程人員應對圖樣規定的技術要求、零件的幾何形狀、尺寸精度要求等內容進行分析,確定加工方法和加工路線;進行數學計算,獲得**軌跡數據;然后按數控機床規定的代碼和程序格式,將被加工工件的尺寸、**運動中心軌跡、切削參數以及輔助功能(如換刀、主軸正反轉、切削液開關等)息編制成加工程序,并輸入數控系統,由數控系統控制機床自動地進行加工。
理想的數控程序不僅應該保證能加工出符合圖紙要求的合格工件,還應該使數控機床的功能得到合理的應用與充分的發揮,以使數控機床能、可靠、地工作。
所謂數控鋼筋彎曲中心彎曲機編程就是把零件的工藝過程、工藝參數、機床的運動以及**位移量等息用數控語言記錄在程序單上,并經校核的全過程。
數控鋼筋彎曲中心產品
為了與數控系統的內部程序(系統軟件)及自動編程用的零件源程序相區別,把從外部輸入的直接用于加工的程序稱為數控加工程序,簡稱為數控程序。數控機床所使用的程序是按照一定的格式并以代碼的形式編制的。
彎曲機系統的種類繁多,它們使用的數控程序的語言規則和格式也不盡相同,編制程序時應該嚴格按照機床編程手冊中的規定進行。
編制程序時,編程人員應對圖樣規定的技術要求、零件的幾何形狀、尺寸精度要求等內容進行分析,確定加工方法和加工路線;進行數學計算,獲得**軌跡數據;然后按數控機床規定的代碼和程序格式,將被加工工件的尺寸、**運動中心軌跡、切削參數以及輔助功能(如換刀、主軸正反轉、切削液開關等)息編制成加工程序,并輸入數控系統,由數控系統控制機床自動地進行加工。
理想的數控程序不僅應該保證能加工出符合圖紙要求的合格工件,還應該使數控機床的功能得到合理的應用與充分的發揮,以使數控機床能、可靠、地工作。



建貿機械 有限公司自成立以來便堅持以質量為生命,以服務為保障,以客戶滿意為目標,現已與全國多個城市 黑龍江大興安嶺液壓噴濕機廠家產品經銷商建立了合作關系。我公司將繼續秉承“顧客至上,銳意進取”的經營理念,堅持“客戶至上”的原則為廣大客戶提供更好的服務。歡迎您前來參觀咨詢!


數控鋼筋彎箍機設備優勢:
>> 可處理單線Φ5~12mm,雙線Φ5~10mm的光圓冷軋及熱軋鋼筋和螺紋鋼;
>> 采用CNC伺服控制系統,實現全自動,不間斷的彎曲成型加工流程;
>> 鋼筋調直,定尺,彎箍,切斷結合,滿足鋼筋加工的精度要求,真正實現一機多用;
>> 產能達1800個箍筋/小時,相當于多名工人的生產效率,同時很大限度節約材料;
>> 任意設定所需要加工尺寸,多種圖形供您隨意選用。
數控鋼筋彎箍機設備描述:
引進歐洲成熟技術,自動矯直,彎箍,切斷,真正實現全自動化,由國外進口伺服電機驅動,品牌PLC智能控制,可同時彎曲兩根鋼筋,生產效率高,成品箍筋技術參數精準。只需要一到兩名工人操作即可,大量節省人工。
>> 可處理單線Φ5~12mm,雙線Φ5~10mm的光圓冷軋及熱軋鋼筋和螺紋鋼;
>> 采用CNC伺服控制系統,實現全自動,不間斷的彎曲成型加工流程;
>> 鋼筋調直,定尺,彎箍,切斷結合,滿足鋼筋加工的精度要求,真正實現一機多用;
>> 產能達1800個箍筋/小時,相當于多名工人的生產效率,同時很大限度節約材料;
>> 任意設定所需要加工尺寸,多種圖形供您隨意選用。
數控鋼筋彎箍機設備描述:
引進歐洲成熟技術,自動矯直,彎箍,切斷,真正實現全自動化,由國外進口伺服電機驅動,品牌PLC智能控制,可同時彎曲兩根鋼筋,生產效率高,成品箍筋技術參數精準。只需要一到兩名工人操作即可,大量節省人工。



如何正確的使用鋼筋彎曲中心,在彎曲機工作之前,加工時需要注意的事項就要遵守,主要應用于工業行業,具體的步驟如下:
1、在彎曲機加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。
2、使用數控數控鋼筋彎曲中心前,要檢查機械性能是否良好、工作臺和彎曲機臺面保持水平。
3、檢查芯軸的擋塊、轉盤等是否有損壞,如出現問題,及時進行處理。
4、準備好各種芯軸工具擋,按加工鋼筋的直徑和彎箍機的要求裝好芯軸成型軸,擋鐵軸或可變擋架,芯軸直徑應為鋼筋直徑的2.5倍,檢查芯軸擋塊、轉盤應無損壞和裂紋,經空機運轉確認正常方可作業。
5、加工時將鋼筋需彎的一頭插在轉盤固定備有的間隙內,另一端緊靠機身固定并用手壓緊,檢查機身固定,確保了安在擋住鋼筋的一側方可開動,彎曲鋼筋時,嚴禁加工超過機械規定的鋼筋直徑、根數及機械轉速。
6、彎曲高硬度或低合金鋼筋時,應按機械銘牌規定換標較大要求直徑,并調換相應的芯軸,嚴禁在彎曲鋼筋的作業半徑內和機身不設固定的一側站人。
1、在彎曲機加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。
2、使用數控數控鋼筋彎曲中心前,要檢查機械性能是否良好、工作臺和彎曲機臺面保持水平。
3、檢查芯軸的擋塊、轉盤等是否有損壞,如出現問題,及時進行處理。
4、準備好各種芯軸工具擋,按加工鋼筋的直徑和彎箍機的要求裝好芯軸成型軸,擋鐵軸或可變擋架,芯軸直徑應為鋼筋直徑的2.5倍,檢查芯軸擋塊、轉盤應無損壞和裂紋,經空機運轉確認正常方可作業。
5、加工時將鋼筋需彎的一頭插在轉盤固定備有的間隙內,另一端緊靠機身固定并用手壓緊,檢查機身固定,確保了安在擋住鋼筋的一側方可開動,彎曲鋼筋時,嚴禁加工超過機械規定的鋼筋直徑、根數及機械轉速。
6、彎曲高硬度或低合金鋼筋時,應按機械銘牌規定換標較大要求直徑,并調換相應的芯軸,嚴禁在彎曲鋼筋的作業半徑內和機身不設固定的一側站人。



