
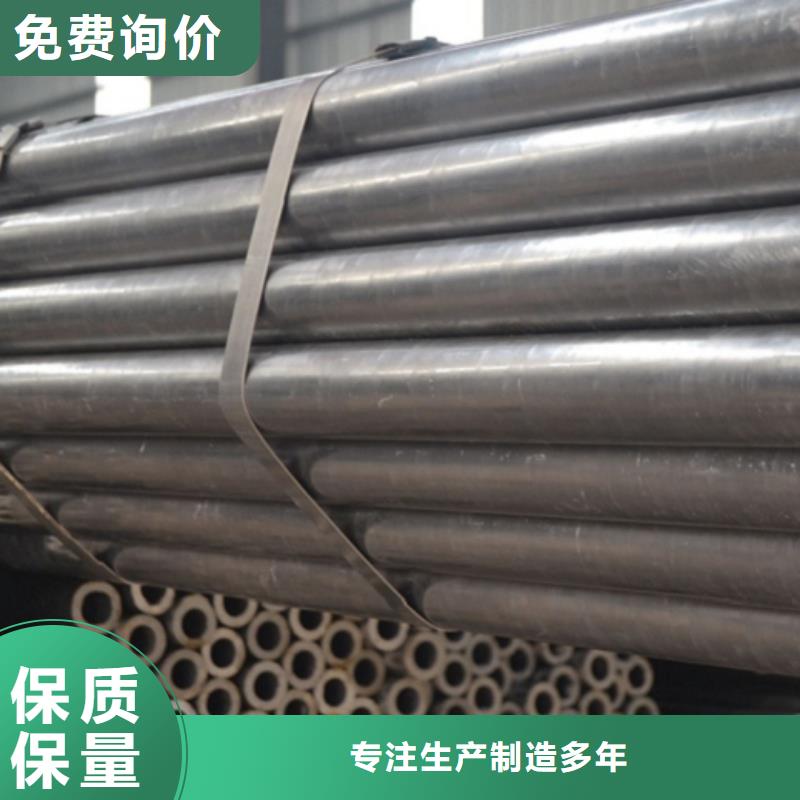

精密管從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬精密鋼管
鋼材。軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小
,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成
截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入 12cr5moi合金鋼管機組,經多道軋輥
滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在
1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不
良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊
縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱
功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;
而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(CL1/2]...式
中:f-激勵頻率(HzC-激勵回路中的電容(F電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/
電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固
態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴
,使焊縫形成熔洞。
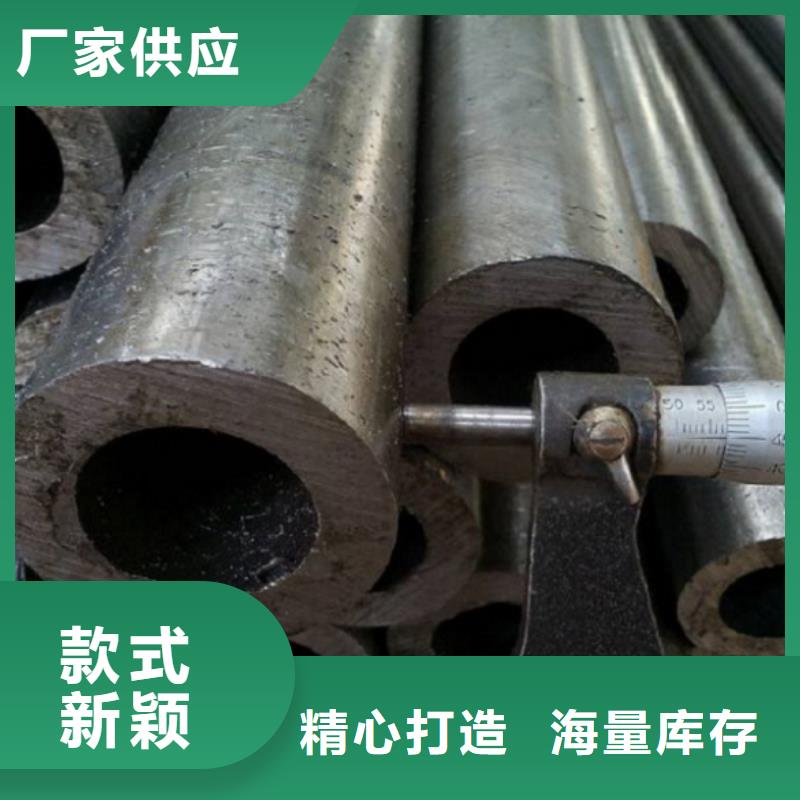
 根據精密管產生脆性的回火溫度范圍,可分為低溫回火脆性和高溫回火脆性。
精密管低溫回火脆性 合金鋼淬火得到馬氏體組織后,在250~400℃溫度范圍回火使鋼脆化,其韌
性一脆性轉化溫度明顯升高。已脆化的精密管不能再用低溫回火加熱的方法,故又稱
為%26ldquo;不可逆回火脆性%26rdquo;。它主要發生在合金結構鋼和低合金超高強度精密管等鋼
種。已脆化精密管的斷口是沿晶斷口或是沿晶和準解理混合斷口。
大金鋼管制造有限公司
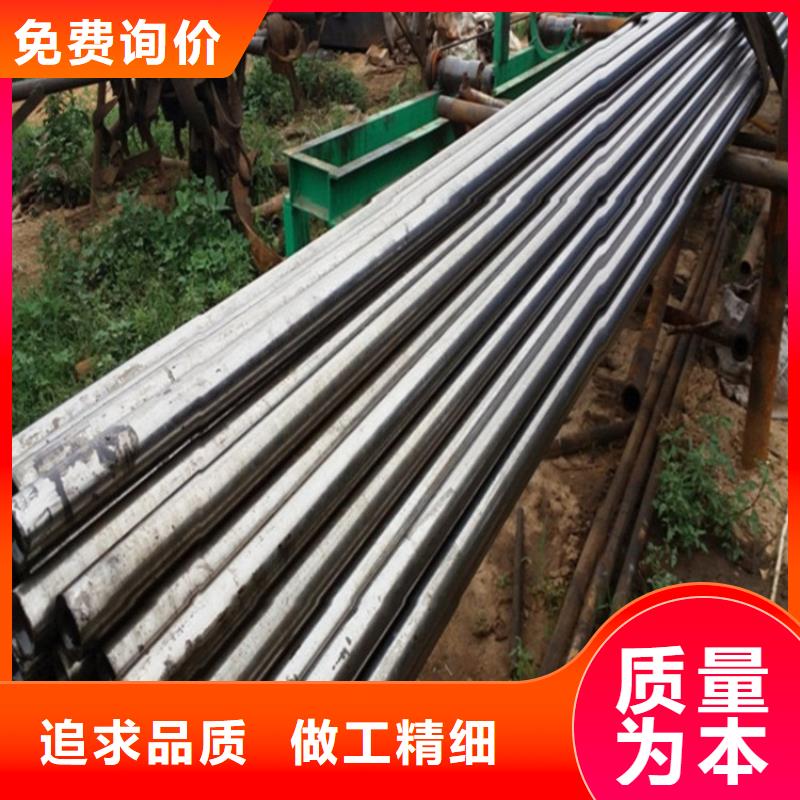
滄州16Mn精密鋼管視頻展示
與傳統管道材料不同,精密管在制作工藝上有了革新式的發展,無論是從外觀的光潔度,還是從管道本身的質量來看,都得到了的發展和,冷彎技術是精密鋼管制造中慣用的一種加工生產方法,在進行沖孔后進行冷彎加工,精密鋼管的表面上,平整度和邊緣尺寸上會有較為明顯的差異和不同,不過總體來看,這種管道材料的質量 是過硬的。
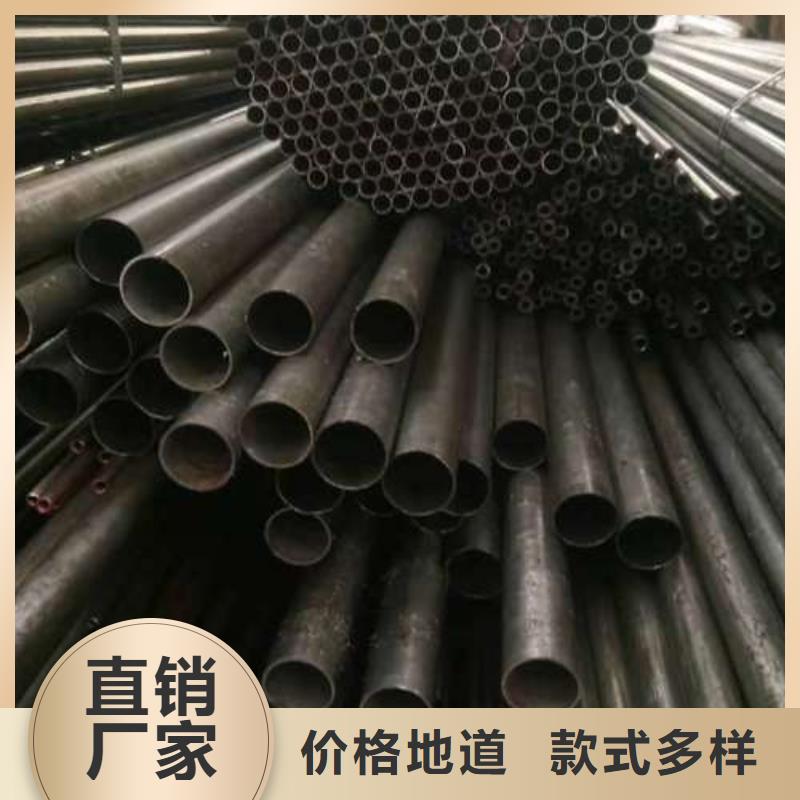
因為市場的需求量不斷加大,對于這種管道材料的需求量也在顯著,現在的精密鋼管,在進行設計研發的過程中,更多的是需要滿足結構設計要求的,在滿足材料力學設計的前提下進行優化升級,是一種更為行之有效的處理方式,多種工藝相互結合的生產方式,能夠從根本上這種管道材料的質量,獲得更大的市場效應。
根據精密管產生脆性的回火溫度范圍,可分為低溫回火脆性和高溫回火脆性。
精密管低溫回火脆性 合金鋼淬火得到馬氏體組織后,在250~400℃溫度范圍回火使鋼脆化,其韌
性一脆性轉化溫度明顯升高。已脆化的精密管不能再用低溫回火加熱的方法,故又稱
為%26ldquo;不可逆回火脆性%26rdquo;。它主要發生在合金結構鋼和低合金超高強度精密管等鋼
種。已脆化精密管的斷口是沿晶斷口或是沿晶和準解理混合斷口。
大金鋼管制造有限公司
滄州16Mn精密鋼管視頻展示
與傳統管道材料不同,精密管在制作工藝上有了革新式的發展,無論是從外觀的光潔度,還是從管道本身的質量來看,都得到了的發展和,冷彎技術是精密鋼管制造中慣用的一種加工生產方法,在進行沖孔后進行冷彎加工,精密鋼管的表面上,平整度和邊緣尺寸上會有較為明顯的差異和不同,不過總體來看,這種管道材料的質量 是過硬的。
因為市場的需求量不斷加大,對于這種管道材料的需求量也在顯著,現在的精密鋼管,在進行設計研發的過程中,更多的是需要滿足結構設計要求的,在滿足材料力學設計的前提下進行優化升級,是一種更為行之有效的處理方式,多種工藝相互結合的生產方式,能夠從根本上這種管道材料的質量,獲得更大的市場效應。


