
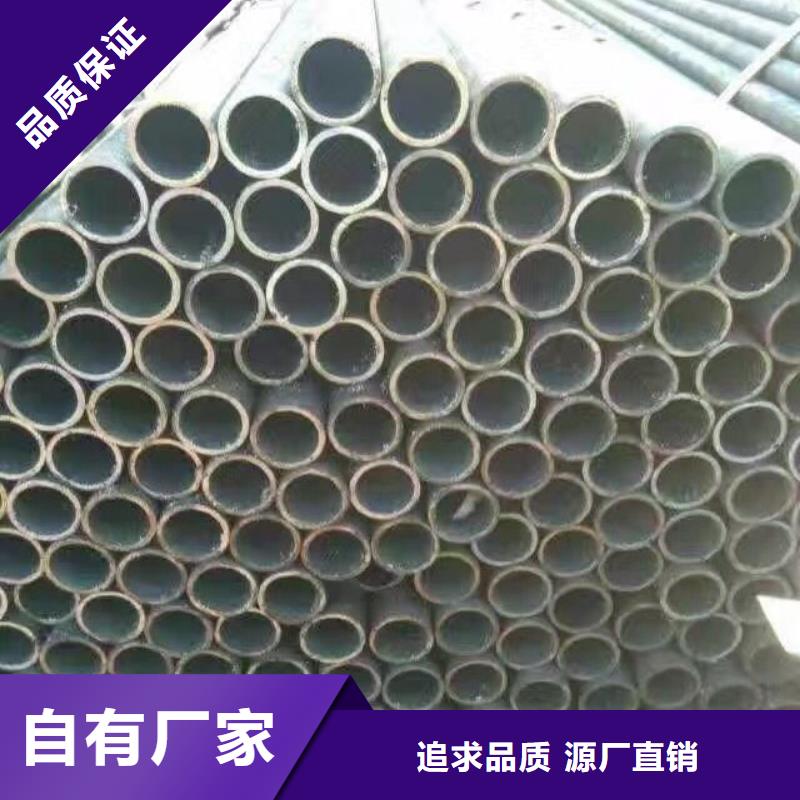


鍍鋅管規格直徑6-1200毫米、壁厚0.5-16毫米、(直徑4分-16寸、壁厚0.5-150mm)長度長可以做到12.8m,本公司也可為客戶定做各種規格及特殊材質的鍍鋅管;焊管經營各種規格小口徑厚壁焊管、規格從φ6——φ80不等,壁厚為1.0mm——8.0mm,產品廣泛適用于機械、汽車、摩托車、自行車、家具、化工、帳篷、等領域,并可按客戶要求生產特殊規格。鍍鋅方管:20*20~400*400,熱浸鍍鋅矩管: 20*30~300*400 .厚度均在1.2—15之間,長度:可按用戶要求定制;螺旋鋼管經營規格:直徑159-2420mm壁厚3.5-25mm之間各種鋼級螺旋管。
焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管,一般定尺6米。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備投資少,但一般強度低于無縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。
提供:本公司可代加工除銹、噴漆、噴砂、數控切割、打孔等。
友情提示:由于規格品種太多,無法一一列出,可咨詢。
特殊尺寸圖紙可定做,免費提供樣品。



GB/T12771-1991(流體輸送用不銹鋼焊接鋼管):主要用于輸送低壓腐蝕性介質。代表材質為0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,裝飾用焊接不銹鋼管(GB/T 18705-2002),建筑裝飾用不銹鋼焊接管材(JG/T 3030-1995),以及換熱器用焊接鋼管(YB4103-2000)。
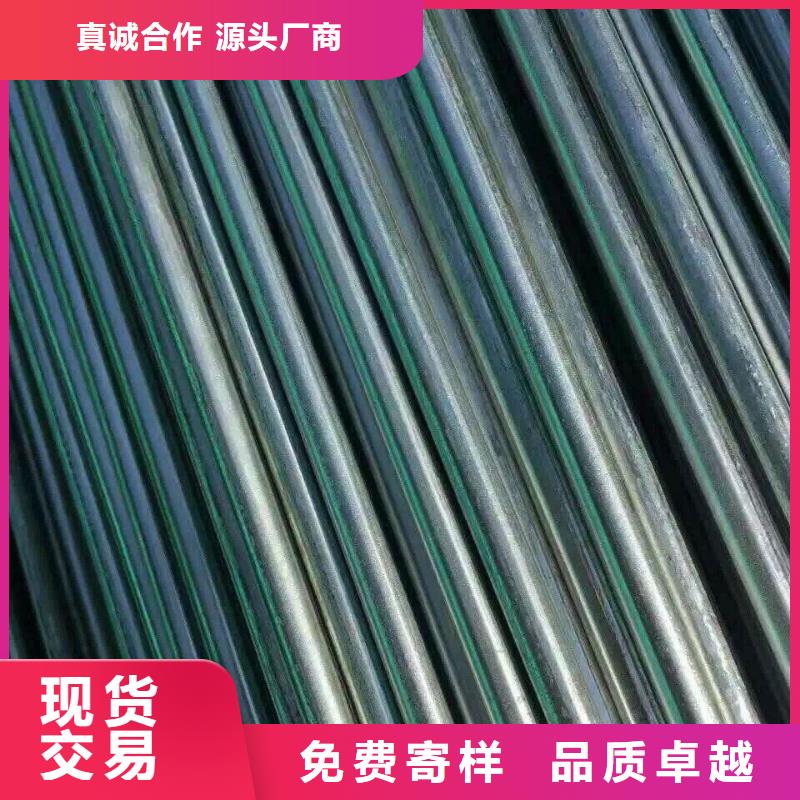
生產流程直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經過簡單拋光,拉絲就可以了。補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。
焊管工藝流程:原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。
特點直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。
應用范圍產品廣泛應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個重點產品之一。
作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。
作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等.
提供:本公司可代加工除銹、噴漆、噴砂、數控切割、打孔等。
友情提示:由于規格品種太多,無法一一列出,可咨詢。
特殊尺寸圖紙可定做,免費提供樣品。



闊恒興旺貿易有限公司是 廣東云浮熱軋鋼板生產基地,設備工藝先進,技術力量雄厚,省部級重合同守信用企業, 廣東云浮熱軋鋼板定點生產廠家。我司擁有完整、科學的質量管理體系。闊恒興旺貿易有限公司的誠信、實力和產品質量獲得業界的認可。歡迎各界朋友蒞臨參觀、指導和業務洽談。


1、中厚板機組:主要生產寬厚板,用于直縫埋弧焊管的生產,直縫埋弧焊管質量可靠,廣泛應用于油氣高壓輸送主干線上。
2、爐卷軋機:爐卷軋機包括一架往復式粗軋機及一架4輥往復精軋機。在精軋機兩邊的輸送線上安裝了兩臺熱卷軋機。輸出輥道通常包括一套層流冷卻系統和一個卷取站。在爐卷軋機上,不銹鋼沖壓彎頭管件整個長度上的熱機械歷史顯著變化,尤其是在不銹鋼沖壓彎頭管件生產中,將強烈影響精軋機上產生的再結晶程度、晶粒長大及析出,并且導致整個不銹鋼沖壓彎頭管件長度上終顯組織和性能的劇烈變化
3、半連續軋機:包括1機架爐卷軋機及5機架精軋機。在半連續軋機上,管件在精軋道次所經歷的熱軋從管件的一端到另一端實質上是恒定的。在精軋機上道次間的時間通常少于3s。
4、CSP連鑄連軋:在CSP生產線上對含有鈮、釩、鈦復合合金化的低碳錳鋼,采用合適的控軋控冷和卷取工藝,可以保證管件的力學性能和顯組織符合現代X60不銹鋼沖壓彎頭的技術要求,符合現代不銹鋼沖壓彎頭管件發展趨勢。我國CSP連鑄連軋生產線目前已開發到了X60不銹鋼沖壓彎頭管件,而美國及國外其它CSP生產廠已經開發和生產了高牌號不銹鋼沖壓彎頭管件X60、X65乃至X70。其工藝特點是連鑄薄板坯存在中心偏析,鍍鋅無縫鋼管連鑄薄板坯中心偏析是進一步提高不銹鋼沖壓彎頭管件質量的關鍵技術問題,不銹鋼沖壓彎頭使用的板材60~70年代主要采用鞍鋼等廠家生產的A3、16Mn,隨著管道管徑增大和輸送壓力的提高,管件板強度不能滿足需求。80年代以后各石油焊管件廠開始使用按美國API標準生產的管線鋼板,由于當時國內不銹鋼沖壓彎頭板生產廠技術不成熟,主要采用進口板。



