


無論您是初次接觸還是已經熟悉,我們的鍍鋅管09CrCuSb鋼管型號齊全產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:鍍鋅管09CrCuSb鋼管型號齊全的圖文介紹


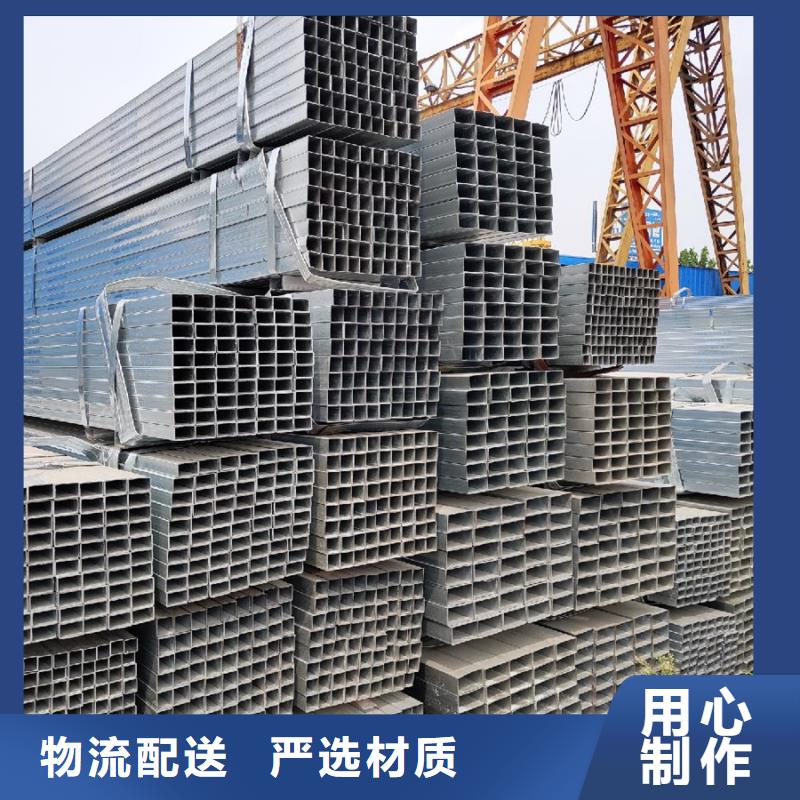
湖南張家界鍍鋅管由于熱鍍鋅工藝溫度較高,回火溫度較低的材料在鍍鋅過程中容易被退火,從而降低硬度。此外,在配合件上采用熱鍍鋅的,還應考慮鍍層厚度對配合公差的影響。熱鍍鋅是將除銹后的鋼構件浸入600℃左右的高溫鋅液中,使鋼構件表面附著一層鋅層。從而達到防腐的目的。 近年來,輕鋼結構體系中出現了大量壓型鋼板。湖南張家界熱浸鍍鋅也用于防止腐蝕。熱鍍鋅的 道工序是酸洗除銹,然后是清洗。這兩個過程的不完善會給防腐留下隱患,所以必須徹底處理。鋼卷定位正確后,可將開卷機的左右錐頭插入鋼卷中同時旋轉,將導頭送至夾送輥,壓緊夾送輥上輥 下降,線圈小車和磁輥可以回到原來的位置。 為使彈簧鋼帶運行準確,開卷機在運行前可整體軸向移動150mm。開卷機啟動后,帶鋼通過夾送輥到達配有除塵裝置的矯直機。將拉直的彈簧鋼帶用滑動式液壓剪裁切到鋼帶的頭部和尾部切割后的鋼帶頭可以立即滑入廢紙箱,切割后的鋼帶尾部可以由外部的輸出裝置收集線在專用的收集箱中。



湖南張家界熱鍍鋅管焊接內開口時, 層至第三層必須小規(guī)格操作,因為其焊接是影響焊接變形的首要原因。 焊接一到三層后,清潔反面。 應用碳弧氣刨去除根部后,需要對焊縫進行機械設備打磨拋光,梳理焊縫表面進行滲氮處理,露出金屬織構,防止表面碳化樂觀而產生裂紋 . 外口要焊一次,內口會有一些余料。焊接第二層鍍鋅無縫管時,焊接方向應與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應間隔15-20mm。焊接鍍鋅無縫管時,兩名焊工的焊接電流、焊接速度和焊接疊數應保持一致。 焊接時,焊接應從起弧板開始,在起弧結束板上結束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應在焊縫焊好后12小時內進行。 如果不能立即進行熱處理工藝,應采用保溫、緩冷等方法。 調質處理完畢后,應使用兩個熱電阻測溫,將熱電阻焊在焊縫的兩側。


蘇滬金屬制品有限公司生產的 湖南張家界09CuPCrNiA角鋼,通過了ISO9001:2000國際質量管理體系認證,擁有完善的質量保證體系和先進的管理模式,并被認定為省級“重合同守信用企業(yè)”、“質量信得過單位”、“5.18質量、信譽、服務消費者滿意單位”等。



同樣,這種類型的液壓系統(tǒng)經常出現在來回速度相同但驅動力不大的區(qū)域,例如數控磨床控制臺。 湖南張家界鍍鋅管冷處理前,應在沸水中煮沸30秒,可降低15%左右的熱應力。 冷處理可按傳統(tǒng)方法進行。 選擇負60度,然后在負120度進行制氫是基本方案。 固溶溫度越低,精密鍍鋅方管越高,會導致殘余馬氏體轉變?yōu)閵W氏體,但不太可能完全改變,經過試驗可以發(fā)現,大部分都是2左右的殘余 %,那么此時必須保留殘余馬氏體,可以起到緩存作用。 據了解,的高品質主要體現在規(guī)格精度和表面光潔度的高低上。 即使經過調質處理,湖南張家界鍍鋅方管表面也不會有空氣氧化膜,冷拔也不會變形,因此可以進行更復雜的加工制造方案,這些都是的優(yōu)點 管道。 在強大的外力作用下,的抗塑性變形和抗斷裂工作能力得到了一定程度的提高。 的描述表明,過渡膜中抗腐蝕性較弱的部分由于自激反應會產生點腐蝕反應,產生的小孔會與靠近的地方形成強腐蝕性水溶液。加快蝕刻速度。


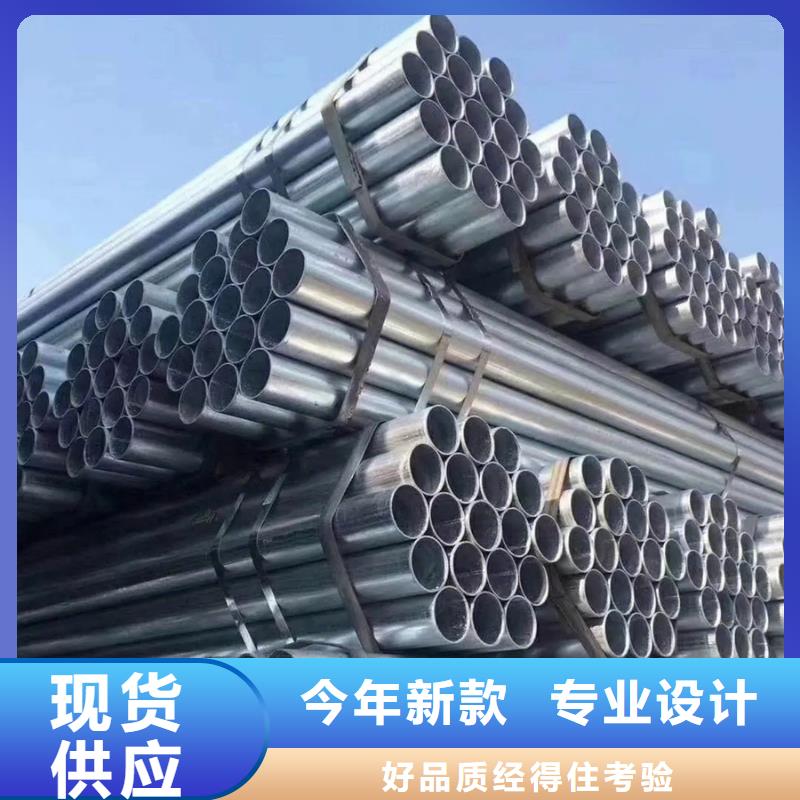
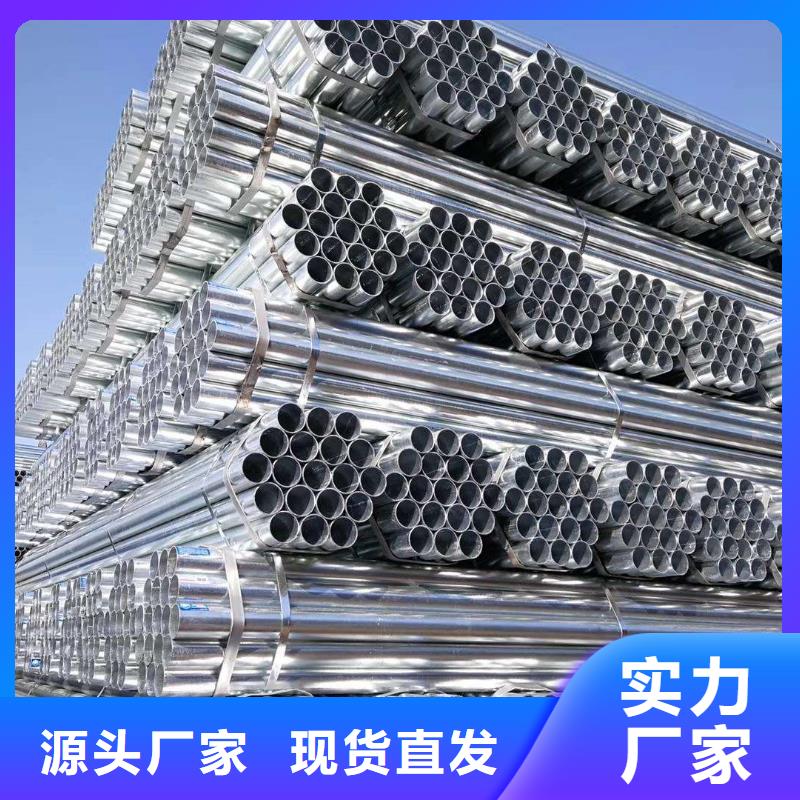
湖南張家界鍍鋅無縫管多采用冷拔和熱軋制造,冷拔鍍鋅無縫管多采用冷拔和冷軋協同加工制造。 鍍鋅無縫管比熱軋鋼管規(guī)格更多。準確、更光滑的表面,常用于機械零件的生產,有的鍍鋅無縫管在原廠前經過退火處理,有的不經過退火處理。鍍鋅無縫鋼管的硬度大嗎?首先我們來了解一下鍍鋅無縫鋼管退火的效果。退火的關鍵作用是軟化金屬材料,提高延展性。 它用于各種金屬材料的激光器。切削加工;湖南張家界鍍鋅管退火是將鋼材加熱到適中溫度,保溫一定時間,然后緩慢冷卻,獲得接近平衡機理的熱處理方法。退火的目的取決于均勻的成分、改善物理和使用性能、或減少熱應力,以及為零件的終熱處理工藝準備機制。大部分設備零件和工人毛坯及模具外殼退火后,可鑄、鍛、焊零件的熱應力和構件的結構不對稱。 鋼的物理性能可以得到改善和調整,這是下一道工藝流程。 提前準備好您的組織。由以上分析可知,鍍鋅無縫管退火后成分均勻,金屬材料組織變軟,延展性提高,金屬材料組織變軟,延展性提高表明硬度 是降低的,也就是說,鍍鋅無縫管退火后硬度不易膨脹,反而會降低。鍍鋅無縫管中常見的鋼種,45#鍍鋅無縫管的硬度較高,作為機械設備零件加工時會進行退火處理。



