



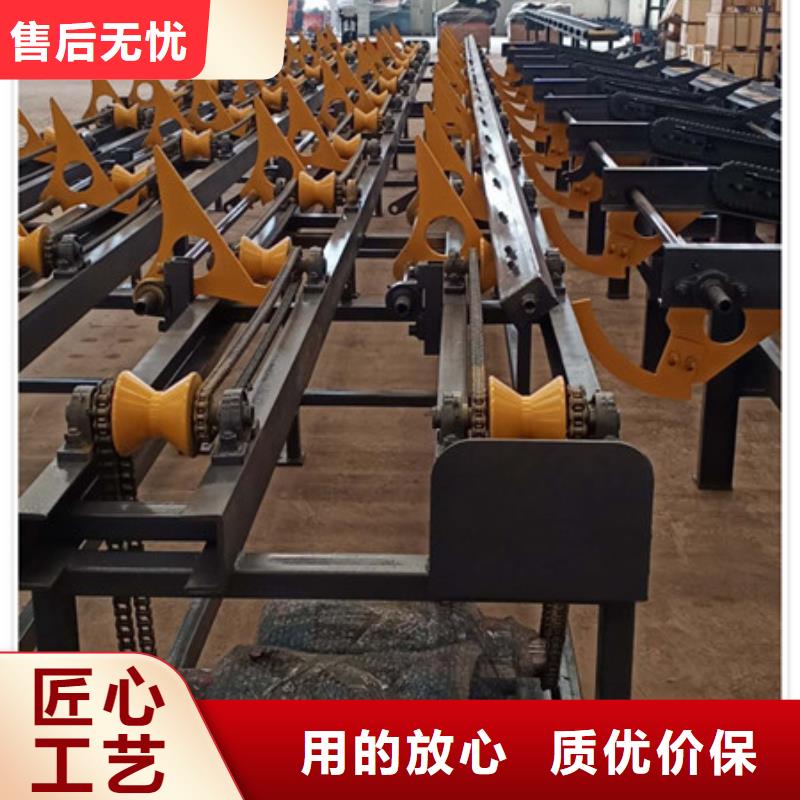
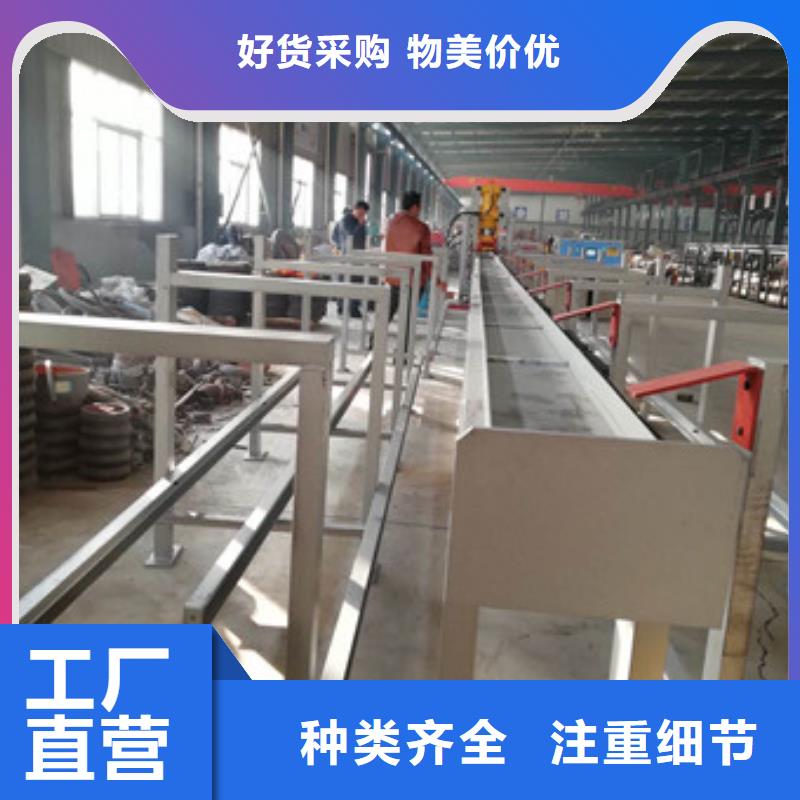


帶鋸床通過液壓油缸夾緊、利用光柵尺長度測量裝置或步進(伺服)電機驅動絲桿、齒輪齒條的送料方式,可以自動測量送料長度和計算送料次數,當達到設定的鋸切次數時,鋸床自動停機。自動送料方式適合大批量生產,具有速度快,鋸切長度穩定,一人可操作多臺鋸床等優點。大大減少人員操作提高生產效率。
送料裝置在帶鋸床中的實際應用表明,選擇合理的交流伺服系統能夠滿足控制系統響應速度快、速度精度高、魯棒性強的要求,實際應用位置控制精度 在±0.1mm左右且可避免累積誤差。由于帶鋸床鋸條位置是固定的,而鋸切的位置是不同的,因此必須將工件送到鋸切位置處,一般鋸床的送料方式有三種:
人工送料
通過人工利用送料架將材料送到鋸切位置,手動或利用鋸床定尺測量需鋸切的尺寸,這種方式適合于小規格材料。
 建貿機械設備有限公司
建貿機械設備有限公司
 采購整捆鋸鋼筋鋸床-實體廠家可定制
采購整捆鋸鋼筋鋸床-實體廠家可定制

替換新配件的質量合格。安裝后呈現毛病的問題比較常見。在替換配件前,有些修補人員對新配件不做技能查看,拿來后直接安裝到帶鋸床上,這種做法是不科學的。在替換新配件前一定要進行必要的查看測試,檢測包含外觀及功能測試,保證新配件無毛病,根絕其引起的不必要費事。
配件類型挑選不匹配。配件代用或錯用的現象較遍及。應盡量運用原裝類型的配件,不可用其它類型配件代用,更不能錯用。不注重螺栓的選用,螺栓運用紊亂的現象較突出。在修補帶鋸床時,亂用螺栓的現象還比較突出,因螺栓功能、質量不符合技能要求,導致修補后機械毛病頻出。螺栓擰緊辦法不妥的狀況較嚴重。 不留意檢測零部件合作間隙的現象為數不少。不成對、成套替換偶件或組件的狀況也不罕見。帶鋸床液壓體系中有些組件,在修補時,應留意成對安裝,不要弄串 。在實踐修補作業中,有人為了削減開支、有人不了解技能要求,不成對或成套替換上述零部件的狀況還不罕見,降低了修補質量,縮短了帶鋸床機件壽數,增加了毛病發作的可能性,應引起滿足的注重。

