
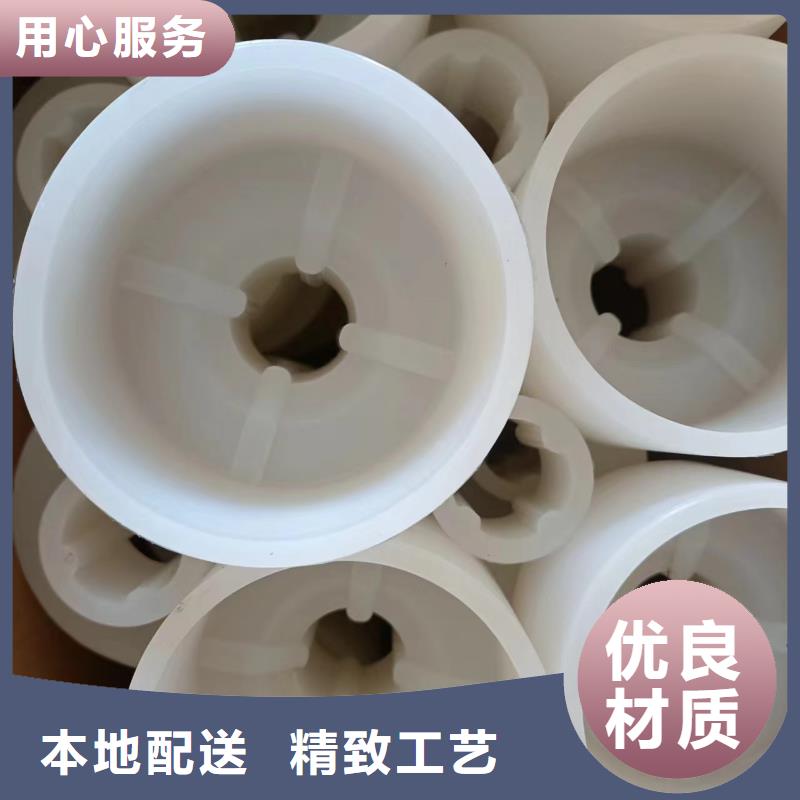

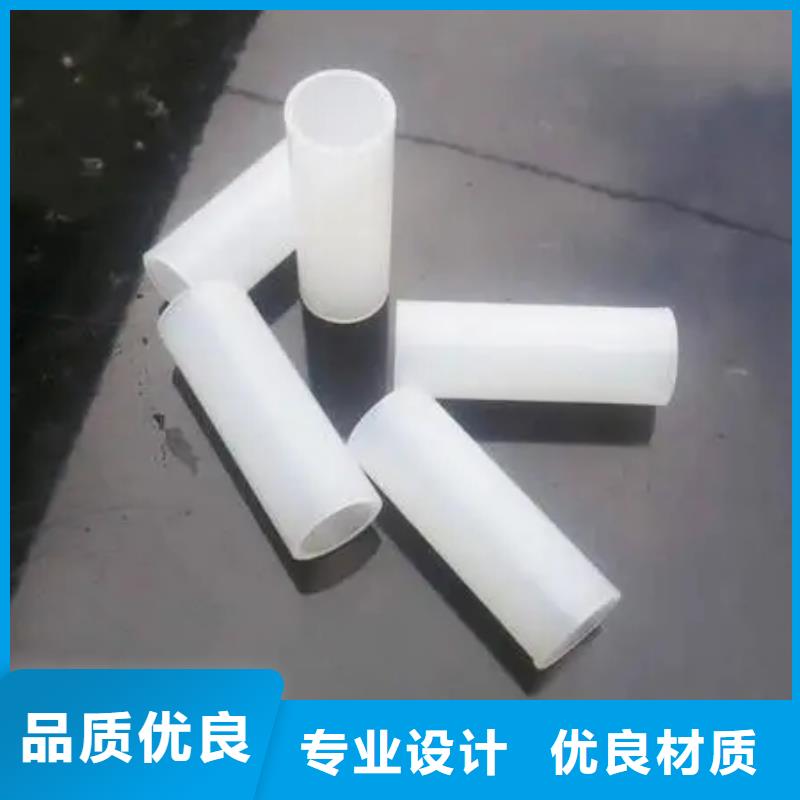
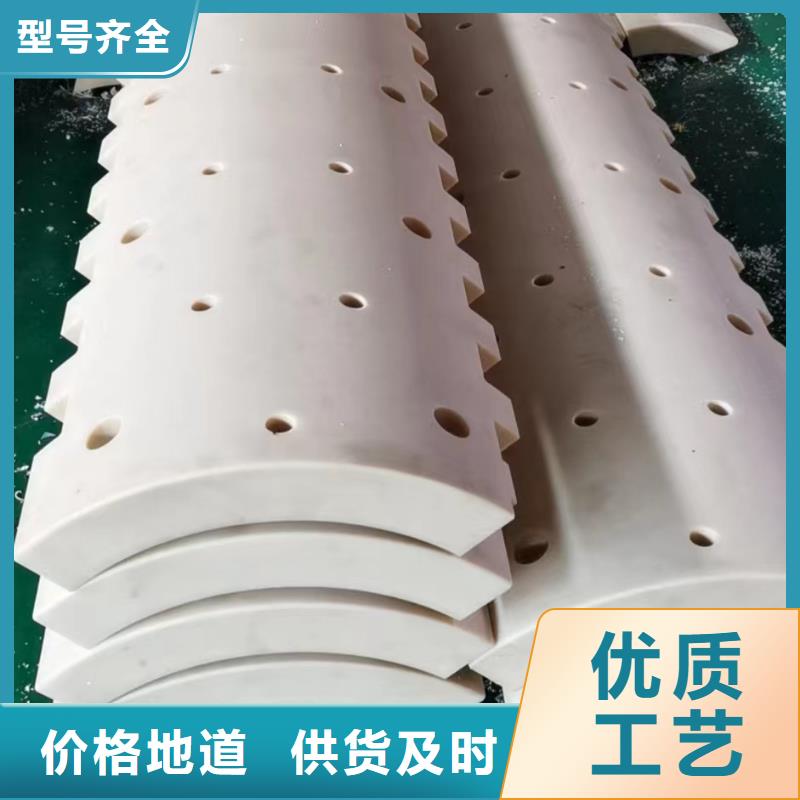
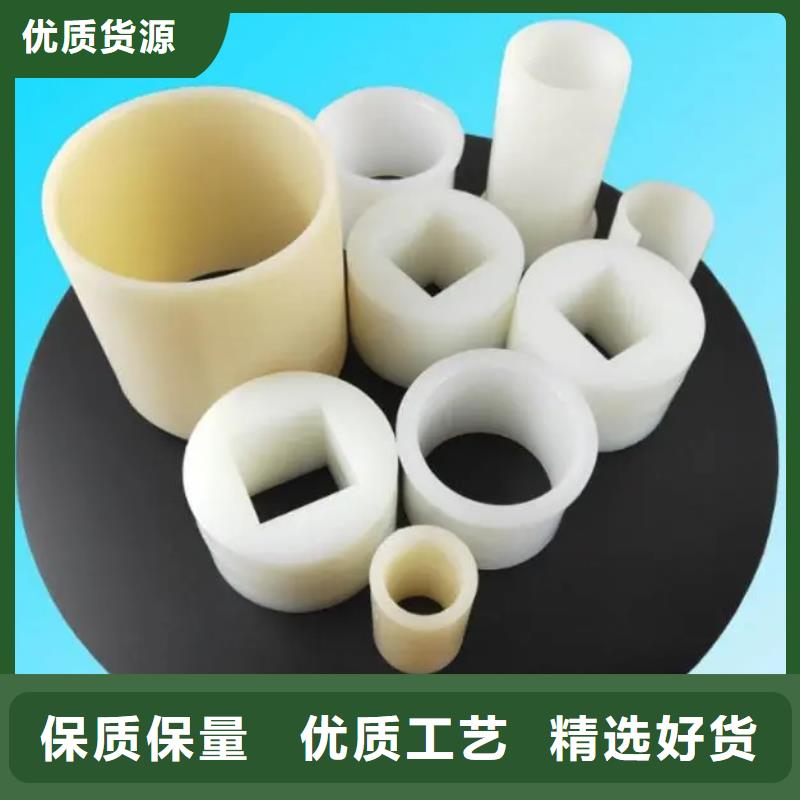
簡約而不簡單,我們的注塑產品,【尼龍齒輪】工廠自營產品視頻將用直觀的方式展示產品的核心價值。
以下是:注塑產品,【尼龍齒輪】工廠自營的圖文介紹

銘諾橡塑制品有限公司擁有專業的隊伍,專業生產 江蘇泰州硅膠密封條,企業嚴把質量關,做到不合格不出廠。本公司始終恪守“誠信di yi、服務di yi”的經營理念,堅持以市場為導向,以客戶為中心,以質量為企業命脈,以誠信為治企之本,堅持認真嚴謹的原則穩步進取,不斷發展壯大。 銘諾橡塑制品有限公司始終讓用戶買得放心,用得稱心。 服務于客戶—密切聯絡客戶,建立信息反饋網絡,滿足客戶的需求,服務跟進。


華爾網注塑產品 制品透明度不良的方法 制品透明度不良的原因“ 1-1 模具型腔光潔度不足 1-2異種材料,異物的混入 1一3材的吸 1-4材分解 15小 相關聯的知識 2-1 表面如果不光滑,在表面上反光就散亂,透明度就變壞,請參考光潔度不良這一節2一2由于異種材料,異物,黑條,銀條等因素也是引起透明度不良的原因解決方法 3一1 即時:降低加熱料簡溫度,對材料進行干燥 3一2短期: 對模具研,提高模具光潔度 由于材料的差異 4一1 易分解以及吸濕的材料容易引起透明度不良的缺陷



華爾網注塑產品 制品氣蝕的方法 產生氣蝕的原因 1-1 模具內的壓力不足 1-2由于材料中有水分和揮發性 1-3 制品厚度過人及不均 相關聯的知識 2一1 產牛氣蝕(氣泡,空孔) 的原因同凹痕相同 2-2 所謂氣蝕,指模具內的材料從表面開始固化,對模具內的全部究積來講材料相對不足,由于這個原因產生了真空狀態的孔。一般發牛在制品 厚的地方和注口料處 2-3 透明制品氣仙就成問題,不透明制品的場合氣蝕沒使用上障礙,還有制品內也不宜看創2-4 由士水分以及揮發分產生的氣蝕, 般進都擴散創制品的所有部分,氣蝕的形狀·般較小 二。解決方法:3-1即時:提高射山壓力,延長射山保樂時間,由于水分和揮發性分時,充分燥材料,還有,降低加熱料簡溫度3一2 短期:注口料,流邊,澆口適當地擴人。 3-3 長期: 制品過厚。 四.由于材料地差異 4一1 結晶性材料以及制品厚的場合


華爾網注塑產品 參考事項:51 當溫度降低到不產生凹瘋時,如果 在模腔內的材料還有壓力,應該考慮到不會產生四痕了。圍繞在模具內的材料在模具內的壓力即靜壓力.無論什么地方都是不一定的。接近澆口部分的壓力高,如果材料的通邊寬,因為到各個角落的壓力的傳遞,近澆口同遠離澆口的地方的壓力差跟全體的壓力相比相差很小就不會產生凹痕,也就能得到不殘留內部應力的制品。而部分的材料在流入有困難的場所時,這個地方有高的壓力,其他地方的壓力降低就會產生凹痕。這一部分高壓的殘留,是制品的內部應力也大。在理想的狀態下材料溫度同模具溫度的上升,材料流動性較好,并目射出在靜壓狀態也變底 5-2在變化成型條件時,溫度、壓力、時間的組合應預先制作好的表格,按順序進行,就可以早知道結果。首先時間變得很長后,每逢壓力的微小變化也容易知道。應注意的是,得到溫度變化時的結果,應該在注射料之后,等溫度降下后再生產時的結果.

