
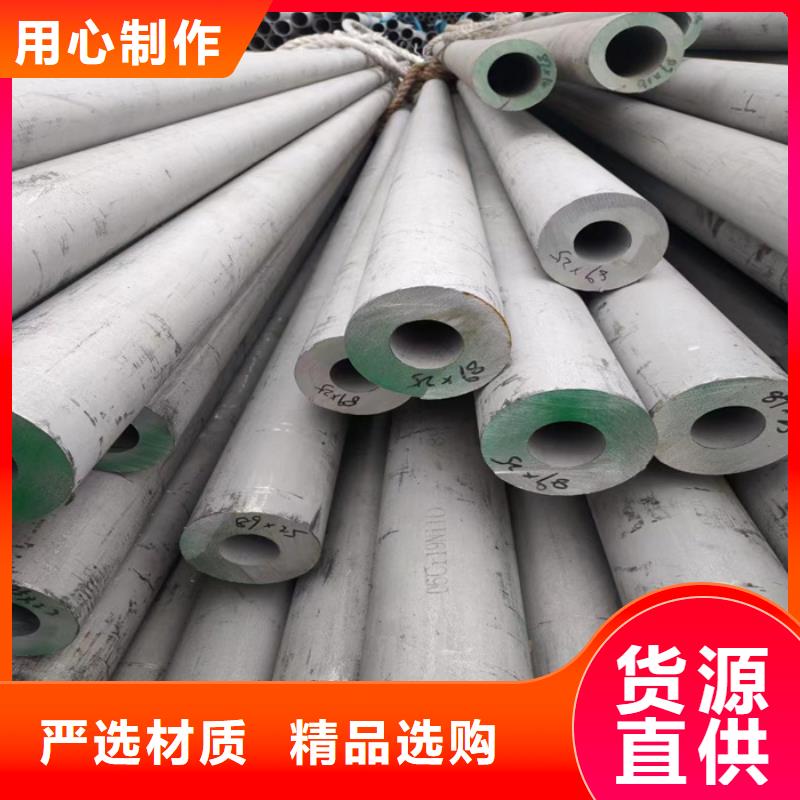
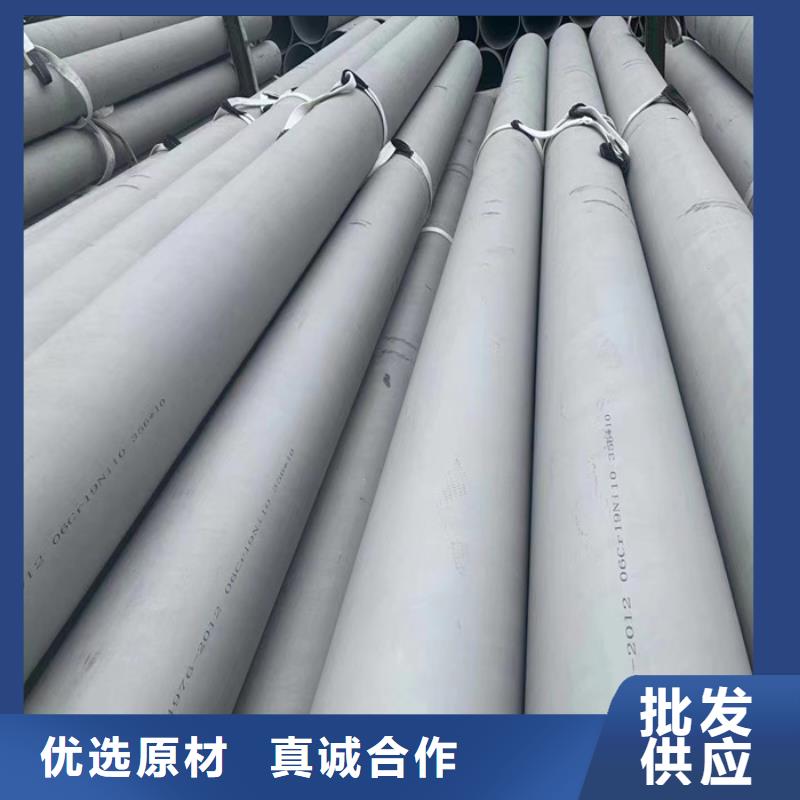







公司是一家大、中、小口徑不銹鋼管的專業(yè)生產(chǎn)企業(yè),生產(chǎn)面積2.2萬平方米,資金基礎雄厚,專業(yè)生產(chǎn)各種鋼號的不銹鋼無縫鋼管,規(guī)格齊全,質(zhì)量至上。公司設備精良,產(chǎn)品品種齊全,產(chǎn)品規(guī)格有:6mm--426mm×1mm--40mm。公司實行質(zhì)量管理,建立了現(xiàn)代化質(zhì)量管理體系并引進國外先進技術,采用國際先進生產(chǎn)工藝,產(chǎn)品廣泛應用于石油、化工、機械、電力、化纖、制藥、造紙、印染、食品、氣動元件等行業(yè)。檢測設備齊全,產(chǎn)品執(zhí)行技術標準:流體輸送用不銹鋼無縫鋼管 GB/T14976-2012(標準) 結構用不銹鋼無縫鋼管 GB/T14975-02(標準) 鍋爐、熱交換器用不銹鋼無縫鋼管 GB13296-2013(標準) 相應國外標準有:美國ASTM/ASME、日本等。主要的鋼種有: 304/304L,321 ,316/316L,904L S31803/22052520/310S S32750等 ,特殊規(guī)格和材質(zhì)可定做!公司本著“質(zhì)量,用戶至上”為宗旨,以誠實的信譽、靈活的經(jīng)營、滿意的服務,真誠的希望能夠與各方客商和同仁密切合作,協(xié)同發(fā)展,共創(chuàng)未來! 
精密不銹鋼管擠壓的主要目標是可靠地生產(chǎn)尺寸變化小的高精度產(chǎn)品。出現(xiàn)的主要尺寸精度問題之一是偏心率。精密不銹鋼管制造過程中總會存在一定程度的偏心,在擠壓過程中,通過嚴格控制工藝參數(shù)和物料流動,可以將擠壓管的尺寸減小到小。不銹鋼管偏心主要是由不良材料的溫度梯度、毛坯準備、定心設備的精度和潤滑不足造成的。偏心可能是由特定原因引起的,也可能是上述原因組合的結果。浙江鑫達不銹鋼制造有限公司的設計目的是盡可能減少這些影響或補償擠壓過程中的不利影響。在編織之前。坯料上料設備必須使用感溫裝置來檢測坯料溫度分布,操作屏上始終顯示料溫變化趨勢。計算毛坯溫度變化趨勢并顯示在屏幕上的目的是為了操作者可以相應地修改感應爐頂部的設定值。在擠出開始之前小化或補償任何檢測到的空白溫度梯度。公司采用緊湊的結構和內(nèi)部穿孔設計,使擠出機在壓力條件下仍保持良好的結構剛度,可有效防止擠出過程中芯棒偏轉(zhuǎn)。在每個擠壓過程中,必須采用控制系統(tǒng)實時保證擠壓模組件、擠壓桿和擠壓桿對齊,并在屏幕上顯示軸組件的位置,以指示機械設備。良好的工作條件。通過選擇合適的材料和使用預應力技術,也可以限度地減少擠出機張力柱的伸長率。在這兩種情況下,由于擠壓力引起的伸長率始終可以保持在限度,并且可以通過控制系統(tǒng)調(diào)整鐵擠壓桿的位置,以補償這種伸長率的不利影響。
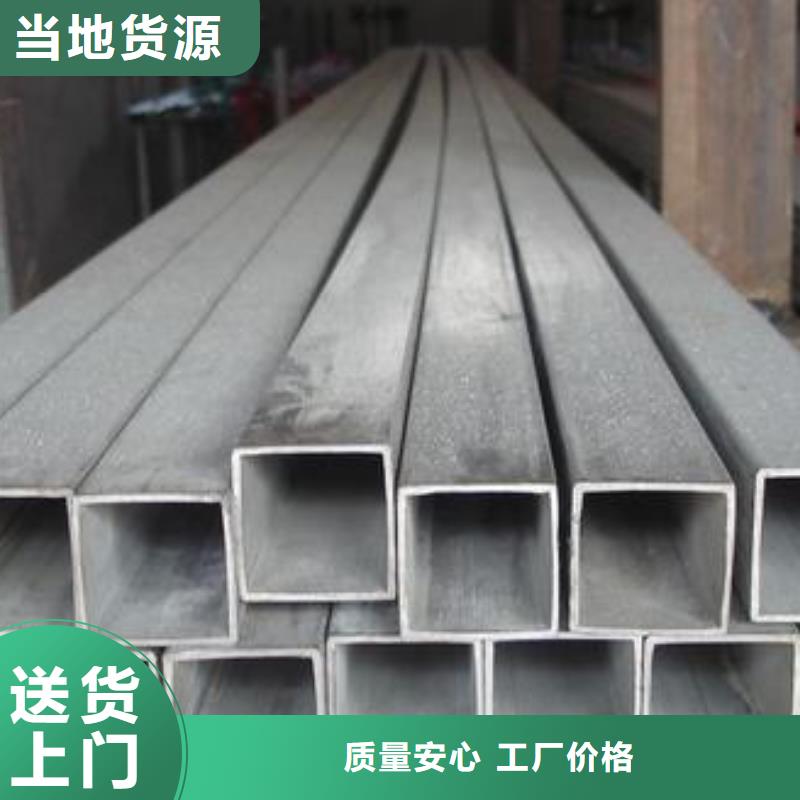
我公司可生產(chǎn)不銹鋼管規(guī)格為:外徑Φ6~Φ830mm、壁厚1~60mm;焊管規(guī)格為:外徑Φ18~Φ2500mm、壁厚1~60mm;主要牌號為:304/L/H、316/L/H、321/H、317/L、310S、2205、2207、904L等;產(chǎn)品執(zhí)行GB、ASTM、ASME、DIN、EN、GOST、JIS、PED、船泊入級等,廣泛應用于石化、化肥、核電、鍋爐、艦船、環(huán)保、航空、造紙、食品及醫(yī)療等領域,公司先后通過了英國勞氏質(zhì)量體系、壓力管道生產(chǎn)許可證、英國勞氏、法國、德國勞氏、挪威、中國、美國、意大利等7國船級社工廠認可、俄羅斯GOST認證?歐盟PED認證、三級計量、特種質(zhì)量檢測設備許可證、省級企業(yè)標準化管理體系等一系列認證真正讓企業(yè)從內(nèi)部管理、生產(chǎn)、采購、質(zhì)量控制、產(chǎn)品銷售和售后服務一體化管理體系達到先進水平。
不銹鋼焊管的質(zhì)檢方式 當我們在選購不銹鋼焊管時,更關心它的質(zhì)量。一般的方法是估計和觀察,但是這種方法對于選購少數(shù)的客戶是可行的,但是對于選購的大量客戶是費時費力的,質(zhì)量也很有可能無法準確區(qū)分。針對這種問題,建議先對選購一小部分地區(qū)進行大批量檢測,然后下面是技術類專業(yè)如何做質(zhì)檢。 1.不銹鋼管粗胚表面產(chǎn)品質(zhì)量檢驗估計在集成自然光源下,估計距離為45土5厘米。 2.焊管打磨拋光后的表面產(chǎn)品質(zhì)量檢驗應按照不銹鋼焊管打磨拋光表面質(zhì)量檢驗標準進行。 3.焊管有機化學成分檢測授權委托外部檢測進行檢測。 4.根據(jù)質(zhì)量檢驗要求,在不銹鋼焊管進行表面質(zhì)量的簡單隨機抽樣檢驗。 5.焊管利用不同的測微計對稱性準確測量了三個焊管直徑,用高值和小值之差來表示。 6.直徑規(guī)格、內(nèi)徑規(guī)格和尺寸應使用千分尺準確測量;用r規(guī)準確測量電弧位置;長度規(guī)格用米尺準確測量。不銹鋼焊管的厚度是用特制的游標卡尺準確測量的。
