
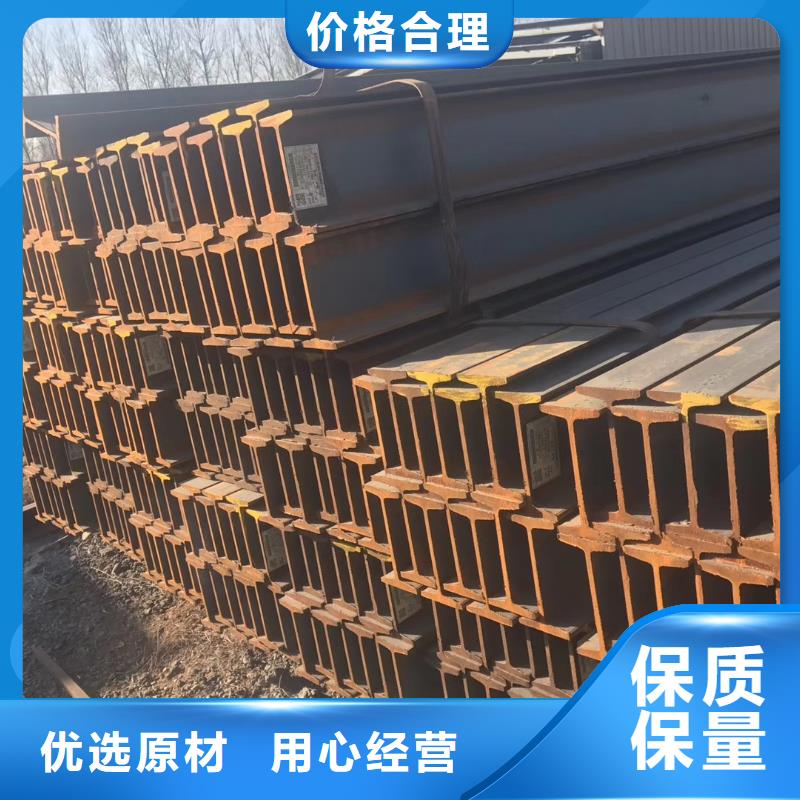



產品特點圖

345H型鋼是一種截面面積分配更加優化、強重比更加合理的經濟斷面型材,因其斷面與英文字母"H"相同而得名。由于H型鋼的各個部位均以直角排布,因此H型鋼在各個方向上都具有抗彎能力強、施工簡單、節約成本和結構重量輕等優點,已被廣泛應用。
H型鋼是一種新型經濟建筑用鋼。H型鋼截面形狀經濟合理,力學性能好,軋制時截面上各點延伸較均勻、內應力小,與普通工字鋼比較,具有截面模數大、重量輕、節省金屬的優點,可使建筑結構減輕30-40%;又因其腿內外側平行,腿端是直角,拼裝組合成構件,可節約焊接、鉚接工作量達25%。常用于要求承截能力大,截面穩定性好的大型建筑(如廠房、高層建筑等),以及橋梁、船舶、起重運輸機械、設備基礎、支架、基礎樁等。
H型鋼是由工字型鋼優化發展而成的一種斷面力學性能更為優良的經濟型斷面鋼材,尤其斷面與英文字母"H"相同而得名。其特點如下:
翼緣寬,側向剛度大。
抗彎能力強,比工字鋼大約5%-10%。
翼緣兩表面相互平行使得連接、加工、安裝簡便。
與焊接工字鋼相比,成本低,精度高,殘余應力小,無需昂貴的焊接材料和焊縫檢測,節約鋼結構制作成本30%左右。
相同截面負荷下.熱軋H鋼結構比傳統鋼結構重量減輕15%-20%。
與砼結構相比,熱軋H鋼結構可增大6%的使用面積,而結構自重減輕20%一30%,減少結構設計內力。

適用范圍


天津琪鈺鋼鐵貿易有限公司擁有先進的 廣東方矩管生產設備以及完善的生產工藝,高學術技術團隊和研發團隊,確保了 廣東方矩管產品的質量與性能。良好的企業文化以及務實的創新精神,使企業的技術不斷的提高,與國際同類產品有廣泛的互換性,以便于國內外的 廣東方矩管產品相互替換應用。



為什么選擇我們

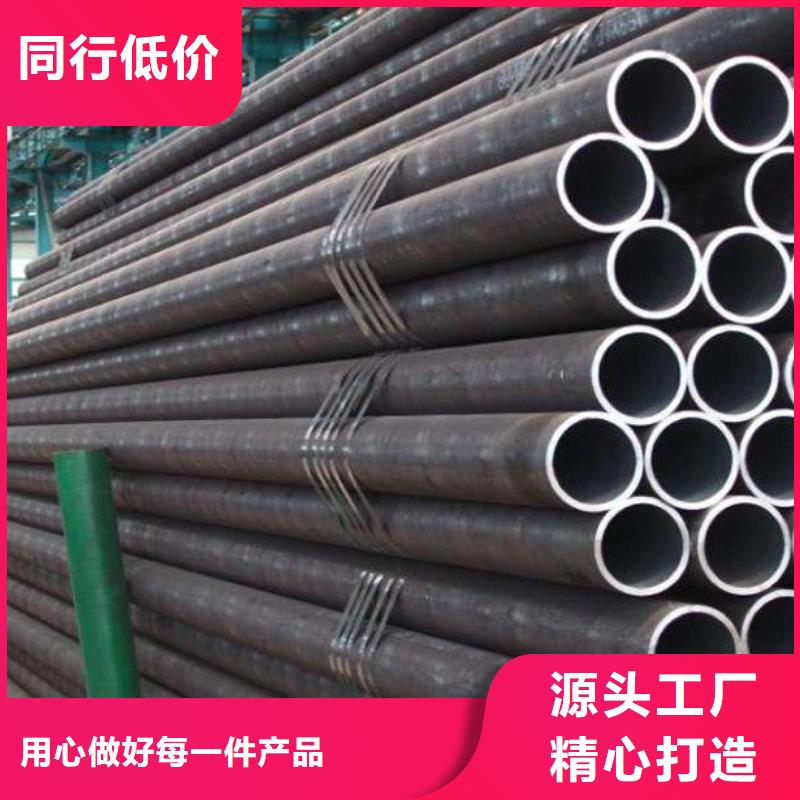
無縫鋼管生產需要的要求有哪些
①熱軋無縫鋼管主要生產工序(△主要檢驗工序):
管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫
②冷軋(拔)無縫鋼管主要生產工序:
坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗
一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。

