


")
")
21CrMO2鋼板現(xiàn)貨,鋼板怎樣切割不浪費余料
為了避免資源浪費,在鋼板加工下料處理時,應(yīng)充分利用下料,這樣才能達到很好的目的。在21CrMo2鋼板加工時,針對各種下料的處理要更加科學(xué),這樣才能更好地利用下料,實現(xiàn)資源的合理利用,這樣就能更好地進行確定下料,讓人更加放心。
選擇加工廠是很重要的。
選用好的鋼板加工下料廠家,他們可以在服務(wù)上更周到,進而可以在質(zhì)量上更好。對于產(chǎn)品的選擇我們會很重要,至少這對于獲得更好的質(zhì)量是很有必要的,對于獲得更好的服務(wù)也會很重要。由正規(guī)渠道挑選,將是獲得更好質(zhì)量的基礎(chǔ),為此,我們還是要更加重視。
鋼板切割使用科學(xué)方法更為可靠。
聚賢豐匯在對鋼板加工下料利用時,采用科學(xué)的方法確定,可以在質(zhì)量上更好,可以在服務(wù)上更好,因此,根據(jù)實際需要來選擇,無疑是獲得更好產(chǎn)品的關(guān)鍵。為了避免造成下料浪費,有了知名廠家的服務(wù),會有很好的效果,這樣才能真正讓人放心。
因此,合理地利用鋼板加工下料,在使用中會取得更好的效果。唯有服務(wù)更好,才能得到客戶的認可,所以我們還得更好地把握,這樣才能真正讓人放心,為此,多注意是很有必要的,肯定會使人更滿意,所以我們還得多注意,以便能在使用中有很好的表現(xiàn)。
21CrMO2鋼板現(xiàn)貨,鋼板怎樣切割不浪費余料
如今各類新型的鋼板材料,在進行加工使用時,需要按照設(shè)計中的尺寸和規(guī)格進行切割,通過實際的了解能夠看出,當(dāng)前鋼板切割涉及到了不同的方法,其中包括冷切割和熱切割,用戶可以根據(jù)現(xiàn)實的應(yīng)用要求來做出選擇。
在通俗的理解中可以看出,冷切割一般都會使用切割鋸來完成切割工作,而現(xiàn)實中的熱切割加工,通常會采用火焰,等離子以及激光等切割方式。
,不同鋼材的選擇切割方式。
由于每個行業(yè)的生產(chǎn)加工中,對于鋼材型號規(guī)格的選擇不同,因此在進行鋼板切割時,會選擇科學(xué)合理的方式來進行加工,這樣才能夠現(xiàn)時生產(chǎn)應(yīng)用的效率,已逐步的滿足現(xiàn)實的應(yīng)用需求,同時在進行切割的過程中,也要考慮到選擇不同的方法和方式,這樣才能更好的減少切割過程中的誤差,這就考慮到了,冷切割和熱切割的選擇問題,由于不同的切割方式中,都有各自的特點和優(yōu)勢,所以要根據(jù)實際情況來進行合理的選擇。
第二,對新型設(shè)備的選擇和使用。
隨著科技技術(shù)的逐步提高,在許多新型設(shè)備的開發(fā)和設(shè)計使用中,能夠更好地滿足現(xiàn)實中用戶的需求,在鋼板切割設(shè)備的設(shè)計和制造時,重點考慮到了當(dāng)前用戶的精度要求,對于新型設(shè)備的選擇使用,不僅能夠鋼板的切割效率,同時也減少操作過程中出現(xiàn)的誤差,避免原材料的浪費,給用戶提供更加好和的使用保障,因此,合理的選擇切割設(shè)備和設(shè)施,可以更好地產(chǎn)品加工的精度,并減少了廢次品的產(chǎn)生,有效的節(jié)省了用戶的生產(chǎn)成本。
通過對鋼板切割知識的了解,能夠更好地利用新型設(shè)備和設(shè)施,來鋼板材料的加工應(yīng)用性能,并且利用科學(xué)的方法和方式,來選擇相應(yīng)合理的切割加工技術(shù),不僅有效地避免了原材料的浪費,同時了產(chǎn)品的生產(chǎn)加工精度,為下一步的生產(chǎn)操作提供了有利的條件。
")
")
")
聚賢豐匯金屬材料有限公司是一個年輕的企業(yè),但是我們是充滿活力、積j i進取、目標高遠的企業(yè);以科技創(chuàng)新為基礎(chǔ),以品質(zhì)經(jīng)營為根,以優(yōu)質(zhì)服務(wù)為本;致力打造實用,美觀、價優(yōu)為一體的 河南20Cr圓鋼廠家。
")
")
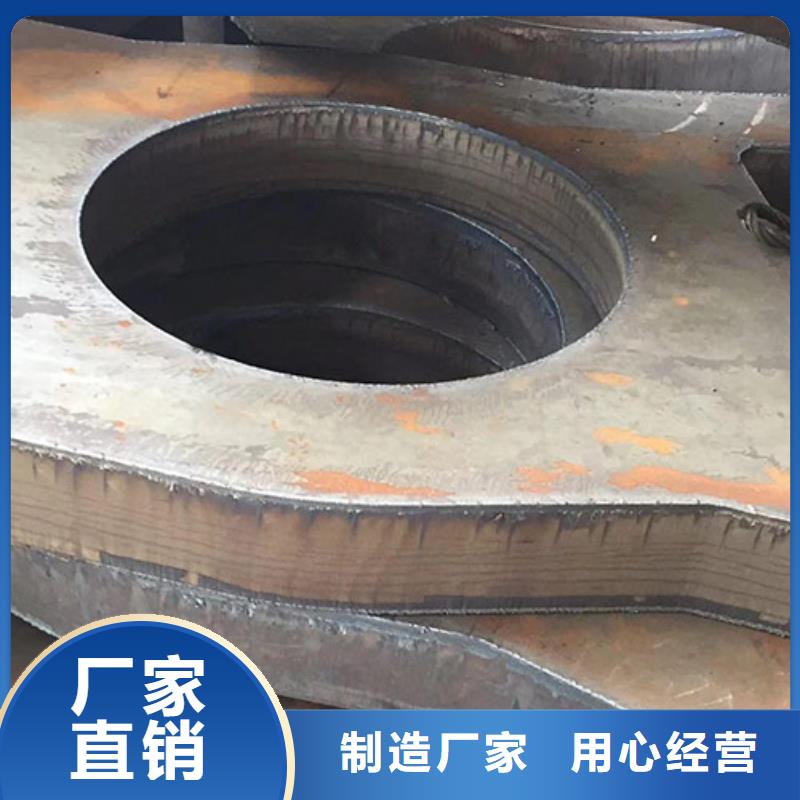
鋼板切開有幾種方式:氣割、火焰切割、等離子切割、數(shù)控切割等
預(yù)熱切開:防備鋼板切開裂紋有效的辦法,就是在切開前進行預(yù)熱。在進行火焰切開前,鋼板通常都要預(yù)熱,其預(yù)熱溫度凹凸首要取決于鋼板質(zhì)量等級和板厚,見表2.預(yù)熱辦法可選用火焰燒槍、電子加熱墊進行的,也可以運用加熱爐加熱。為斷定鋼板預(yù)熱效果,應(yīng)在加熱點被面測試所需溫度
1、鋼板切開辦法適用于冷切開和熱切開。冷切開包含有水射流切開、剪切、鋸切或磨料切開;熱切開包含有氧氣燃料火焰切開(以下簡稱“火焰切開”)、等粒子切開和激光切開。
2、切開辦法:通過相關(guān)工藝實驗,皇冠比分網(wǎng)把握鋼板各種切開辦法的一般特性和切開厚度范圍。
3、高等級鋼板的火焰切開辦法與一般低碳和低合金鋼的切開相同簡單,在切開耐候厚板時,需要留意!!!跟著鋼板厚度和硬度的增加,切開邊部呈現(xiàn)裂紋傾向加大。為避免鋼板切開裂紋的發(fā)生,切開時應(yīng)遵從以下主張:
切開裂紋:鋼板切開裂紋類似于焊接時發(fā)生氫致裂紋,假如鋼板切邊發(fā)生裂紋,將會在切厚48小時至幾周內(nèi)才呈現(xiàn)。因而,切開裂紋屬于延遲性裂紋,鋼板厚度和硬度越大,呈現(xiàn)切開裂紋就越大。
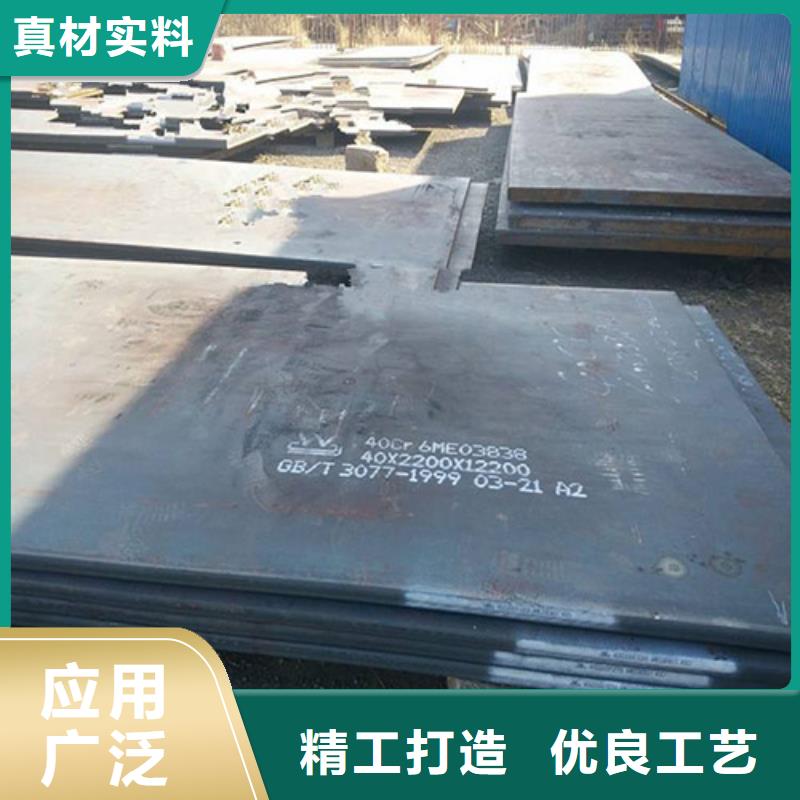
鋼板的首要應(yīng)用領(lǐng)域
鋼板首要用于鐵道、車輛、橋梁、塔架等長期暴露在大氣中運用的鋼結(jié)構(gòu)。用于制造集裝箱、鐵道車輛、石油井架、海港修建、采油渠道及化工石油設(shè)備中含硫化氫腐蝕介質(zhì)的容器等結(jié)構(gòu)件。
鋼板鋼板由普碳鋼添加少量銅、鎳等耐腐蝕元素而成,具有優(yōu)質(zhì)鋼的強韌、塑延、成型、焊割、磨蝕、高溫、疲憊等特性;耐候性為普碳鋼的2~8 倍,涂裝性為普碳鋼的 1.5~10 倍,能減薄運用、裸露運用或簡化涂裝運用。
該鋼板種具有耐銹,使構(gòu)件抗腐蝕延壽、減薄降耗,省工節(jié)能的特性,使構(gòu)件制造者、運用者獲益。
鋼板一般選用精料入爐-鍛煉(轉(zhuǎn)爐、電爐-微合金化處理-吹氬-LF精煉-低過熱度連鑄(喂入稀土絲)-控軋控冷等工藝道路。在鍛煉時,廢鋼隨爐料一起參加爐內(nèi),按常規(guī)工藝鍛煉,出鋼后參加脫氧劑及合金,鋼水經(jīng)吹氬處理后,隨即進行澆鑄,吹氬調(diào)溫后的鋼水經(jīng)連鑄機鑄成板坯。因為鋼中參加稀土元素,耐候鋼得到凈化,夾雜物含量大為削減。
耐候性為普碳鋼的2~8倍,涂裝性為普碳鋼的1.5~10倍,能減薄運用、裸露運用或簡化涂裝運用。該鋼種具有耐銹,使構(gòu)件抗腐蝕延壽、減薄降耗,省工節(jié)能的特性,使構(gòu)件制造者、運用者獲益。
鋼板產(chǎn)品供制造集裝箱、鐵道車輛、石油井架、海港修建、采油渠道及化工石油設(shè)備中含硫化氫腐蝕介質(zhì)的容器等結(jié)構(gòu)件。
")
")
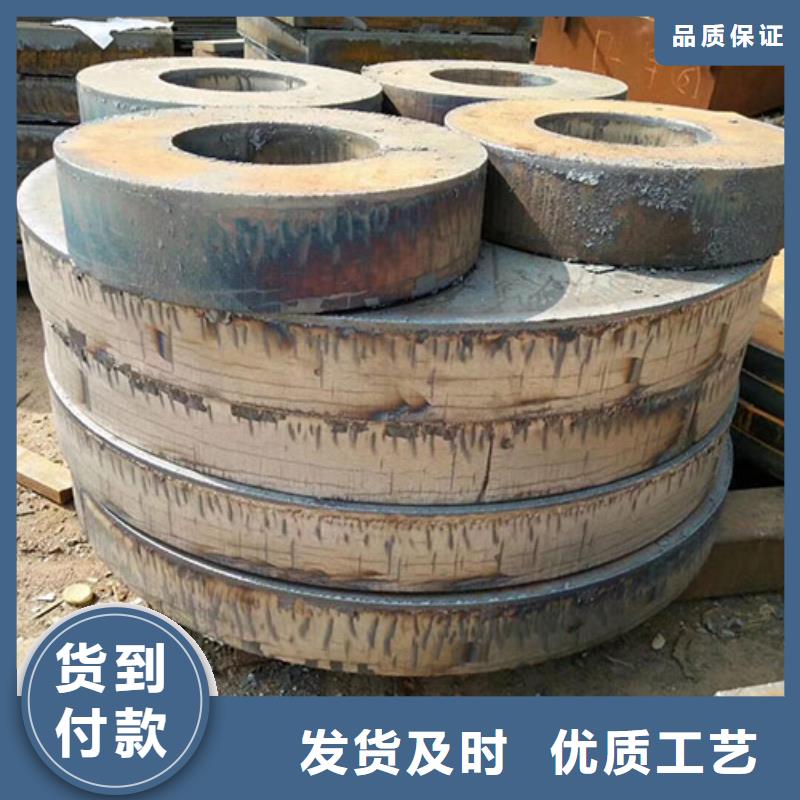
GCR15中厚鋼板用火焰切割費用比較低一些
中碳鋼板的鋼板切割方式有很多,有的適合自動執(zhí)行,有的不適合。有的適合切割薄鋼板,有的適合鋼板切割厚鋼板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的準確度高,有的準確度低。
火焰切割是古老的鋼板切割方法,其切割金屬的厚度從1mm到1.2m,但當(dāng)需要切割厚度在20mm以下的絕大多數(shù)低碳鋼板時,應(yīng)采用其他的切割方法。
火焰切割是利用氧化鐵燃燒過程中產(chǎn)生的高溫對碳鋼進行切割。火焰切割炬的設(shè)計為氧化鐵的燃燒提供了充足的氧氣,保證了良好的鋼板切割效果。
火焰切割設(shè)備成本低,是鋼板切割厚金屬板 經(jīng)濟有效的手段,但在薄板切割方面有其缺點。與等離子體相比,火焰切割的熱影響區(qū)更大,熱變形也更大。為了準確有效的切割,操作人員需要有高超的技術(shù)來避免金屬板材在切割過程中的熱變形。
GCR15鋼板火焰切割方式有兩種:火焰切割和切割機切割。
氣割
切割炬又稱火焰槍。使用不同的氣體,結(jié)構(gòu)也不同。常用的是氧乙炔炬。乙炔壓力為0.01~0.12mpa,氧氣壓力為0.50~1.0MPa。兩種氣體通過各自的通道在火焰槍中混合燃燒。火焰的大小和性質(zhì)可以調(diào)整。通常采用手動手持火焰槍切割軋制后的大管坯和板坯,或?qū)︿摬某C直后的缺陷進行補充切割。
切割機切割
它由割炬、定徑機構(gòu)和割縫清洗裝置組成,其工作原理類似于火焰槍。定長機構(gòu)有機械式、脈沖式、光電式,可實現(xiàn)自動定長。分切清理裝置是專門用于清理粘在分切口上的殘留物,以防止影響鋼材的表面質(zhì)量。清洗方法是用刮板將粘渣刮掉,再用一組高速旋轉(zhuǎn)的尖錘將粘渣和毛刺敲掉。火焰切割機主要用于連鑄機后坯的在線切割設(shè)備,切割大斷面坯、板坯、管坯,切割厚度大于50mm的成品鋼板。
火焰切割常用的有乙炔、丙烷、液化氣、焦爐氣、天然氣等。考慮到污染、能源消耗和成本比,天然氣是適合切割的天然氣。但是天然氣也有其局限性,即火焰溫度不高,導(dǎo)致切割效率不如乙炔。為了彌補這一缺陷,大多數(shù)天然氣切割廠家選擇在天然氣中添加增效劑來提高火焰溫度和切割效率。包鋼和中鐵山橋集團使用的是摻有申奇添加劑的協(xié)同天然氣。包鋼生產(chǎn)的中厚板因其平整度而被文昌衛(wèi)星中心工程標準化。1.檢查現(xiàn)場是否符合要求,切割炬、氧氣瓶、乙炔瓶(或乙炔發(fā)生器、防閃器)膠管、壓力表是否正常,按操作規(guī)程連接氣割設(shè)備。
2.切割前應(yīng)先將工件拉平,工件下方應(yīng)留有一定間隙,以方便去除氧化鐵渣。切割時,為防止操作者被飛濺的氧化鐵渣燙傷,必要時可加擋板。
3.通過點燃火焰檢查空氣管路,并適當(dāng)調(diào)整預(yù)熱火焰。然后打開切割氧閥,觀察切割氧流量的形狀(即風(fēng)線)。風(fēng)線應(yīng)該是直線的、清晰的、長度合適的圓柱體。只有這樣才能使工件切口的表面光滑、干凈,寬度一致。如果空氣管路不規(guī)則,應(yīng)關(guān)閉所有閥門,切割噴嘴的內(nèi)表面應(yīng)用針或其他工具進行修整,使其光滑。
4.把氧氣調(diào)到所需的壓力。對于噴射式割炬,要檢查割炬是否有噴射能力。檢查方法是先拔出乙炔油。
GCR15中厚鋼板用火焰切割費用比較低一些
")
")
")
