




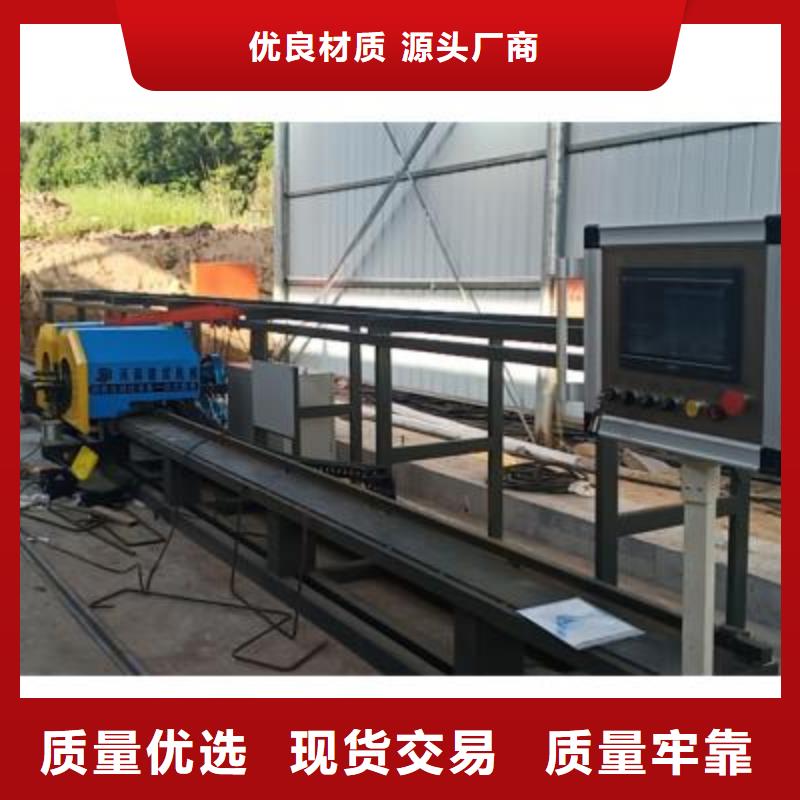

檢查芯軸,擋塊、轉盤應無損壞和裂紋,防護罩緊固可靠,經空機運轉確認正常方可作業。4、作業時,將產品需彎的一頭插在轉盤固定備有的間隙內,彎曲機另一端緊靠機身固定并用手壓緊,檢查機身固定,確實安在擋住產品的一側方可開動。5、彎曲產品時,嚴禁加工超過機械規定的產品直徑、根數及機械轉速。6、彎曲高硬度或低合金產品時,應按機械銘牌規定換標限制直徑,并調換相應的芯軸。彎曲中心7、轉盤換向時,須在停穩后進行。8、作業完畢、清理現場、保養機械、斷電鎖箱。鋼筋鋸切套絲生產線采用液壓鋸切雙面式,體積小、鋸切力大、產量高,與一些廠家的機械鋸切方式相比,具有噪音低,使用壽命長,設備運行等特點。鋼筋鋸切套絲生產線是一種主要針對棒材螺紋鋼筋頭部套絲的全自動一體化設備。對大直徑、高精度鋼筋棒材的下料,能夠將鋼筋棒材按照需要,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存。鋼筋鋸切套絲生產線采用液壓鋸切雙面式,體積小、鋸切力大、產量高鋼筋鋸切套絲生產線的產品特點:1、自動化程度高,大大降低勞動強度。

清潔空氣過濾器。過濾杯底部的閥處于中間位置時是半自動的,當過濾杯內部壓力較高時排氣自動關閉,允許過濾杯收集雜質。當過濾杯有較大壓力時,可以通過向上推底部的閥放氣。順時針排氣閥,閥被鎖閉,要排氣必須回到中間位置。清潔或更換過濾元件時擰下過濾件,要卸掉過濾杯需要一個的工具。彎曲中心6、處理油污或稀釋劑時要戴合適的手套,仔細清潔被潤滑油弄臟的表面或地面。7、剪切機上的襯板與上刀框架、偏心軸與銅滑塊的潤滑(每4個工作時),其他帶座軸承,鏈條等部位用壓注油注油。。這種振動傳到油箱和管路時,會因共振而發出很大的噪聲,應對轉子進行動平衡試驗,且在產品設計時應應注意防止其產生共振。機械噪聲還包括機械零件缺陷和裝配不合格而引起的高頻噪聲。因此,必須嚴格保證制造和安裝的質量,產品結構設計應科學合理。
 買大型鋼筋彎曲中心認準大廠家
<麗水>建貿機械設備有限公司
買大型鋼筋彎曲中心認準大廠家
<麗水>建貿機械設備有限公司
鋼筋滾絲機是采用剝肋滾壓工藝,加工鋼筋連接端直螺紋的機器。鋼筋滾壓直螺紋連接,適用于工業與民用建筑物,要求充分發揮鋼筋強度和延性的結構重要部位的堅向、斜向、水平鋼筋的連接施工。它工藝簡單快捷,可以予制,無明火作業、不污染環境、無著火隱患、可靠、可全天候施工,節約了大量鋼材和能源。彎曲中心;使用鋼筋滾絲機時注意事項:1.沒有冷卻液時嚴禁滾軋加工螺紋。待加工的鋼筋端部應平整必須用無齒鋸下料。2.滾絲機冷卻液體必須使用水溶性乳化冷卻液嚴禁使用油性冷卻液更不可用普通潤滑油代替。3.在初始切削時進給應均勻切勿猛進以防刀刃崩裂。滑道及滑塊應定期清理并涂油。4.鐵屑應及時清理干凈。冷卻液體箱半月清理一次。5.且在端部500mm長度范圍內應圓直不允許彎曲更不允許將氣割或切斷機下料的端頭直接加工。6.減速器應定期加油保持規定油位。以上是使用,鋼筋滾絲機時注意事項,希望大家在使用時注意一下。
 jmc1
jmc1
鋼筋在停止加工之前,應該對鋼筋外表的油污、浮銹、泥土等污垢停止肅清,能夠采用冷拉工藝停止除銹。鋼筋調直既能夠運用機械,也能夠人工調直,曾經經過調直之后的鋼筋不應該呈現部分彎曲、小波浪形以及死彎,外表傷痕不能使鋼筋截面減小百分之五。鋼筋切斷要依據鋼筋號、長度、數量、直徑,長短搭配,盡可能地減少與縮短鋼筋短頭,先斷長料,再斷短料,要有節約鋼材的認識。鋼筋彎鉤的方式主要有三種,包括半圓彎鉤、直彎鉤與斜彎鉤,鋼筋在經過彎曲之后,彎曲的中央內皮收縮、外皮延伸、軸線的長度堅持不變,彎曲之處會構成圓弧,彎起之后的尺寸假如比下料尺寸大,應當思索彎曲調整值。數控鋼筋彎曲中心引進歐洲成熟技術,自動矯直、彎箍、切斷,真正實現全自動化,由伺服電機驅動,品牌PLC智能控制,可同時彎曲兩根鋼筋,生產效率高,成品箍筋技術參數精準。只需要一到兩名工人操作即可,大量節省人工。全自動鋼筋彎曲中心適用于高層建筑、高速公路、高速鐵路、大型橋梁等鋼筋混凝土結構中鋼筋的彎曲加工大能加工φ32mm的三級螺紋鋼(HRB400),可以在一個工作循環內做正向和反向彎曲的先進設備.
