




想要真正了解水下_水下作業(yè)公司技術(shù)好產(chǎn)品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產(chǎn)品的核心之中,感受其獨特的魅力。
以下是:水下_水下作業(yè)公司技術(shù)好的圖文介紹
公司技術(shù)好")
公司技術(shù)好")
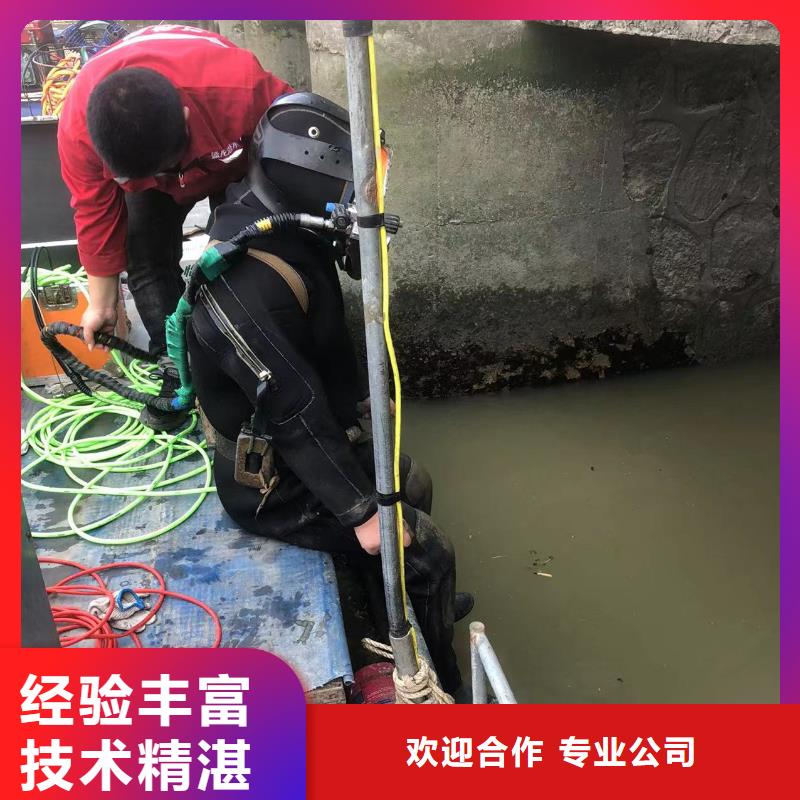
水下焊接能見度差,水對光的吸收、反射和折射的作用比空氣強(qiáng)得多。因此,光在水中傳播時會迅速減弱。此外,水下焊接過程中電弧周圍會產(chǎn)生大量氣泡和煙霧,使水下弧形的能見度很低。在淤泥質(zhì)海底和有沙泥的海域水下焊接,水下焊接見度較差。
2.焊縫中氫含量高,是水下焊接的大敵。如果焊接中的氫含量超過允許值,很容易產(chǎn)生裂紋,甚至導(dǎo)致結(jié)構(gòu)損壞。水下電弧會引起周圍水的熱分解,導(dǎo)致隨著焊縫中溶解氫的增加,水下電極電弧焊焊縫質(zhì)量差與氫含量高密不可分。
3.冷卻速度快。水下焊接時,海水的導(dǎo)熱系數(shù)很高,大約是空氣的20倍。如果采用濕法或局部水下焊接,焊件直接在水中,水對焊縫的淬火作用結(jié)果很明顯,容易產(chǎn)生高硬度的硬化組織。因此,只有采用干焊,才能避免冷效應(yīng)。水下堵漏
4.壓力的影響,水下焊接隨著壓力的增加,電弧柱變窄,焊縫寬度變窄,焊縫高度增加,同時,導(dǎo)電介質(zhì)的密度增加,從而增加了電離難度,電弧電壓增加,電電弧穩(wěn)定性降低,飛濺和煙霧增加。
2.焊縫中氫含量高,是水下焊接的大敵。如果焊接中的氫含量超過允許值,很容易產(chǎn)生裂紋,甚至導(dǎo)致結(jié)構(gòu)損壞。水下電弧會引起周圍水的熱分解,導(dǎo)致隨著焊縫中溶解氫的增加,水下電極電弧焊焊縫質(zhì)量差與氫含量高密不可分。
3.冷卻速度快。水下焊接時,海水的導(dǎo)熱系數(shù)很高,大約是空氣的20倍。如果采用濕法或局部水下焊接,焊件直接在水中,水對焊縫的淬火作用結(jié)果很明顯,容易產(chǎn)生高硬度的硬化組織。因此,只有采用干焊,才能避免冷效應(yīng)。水下堵漏
4.壓力的影響,水下焊接隨著壓力的增加,電弧柱變窄,焊縫寬度變窄,焊縫高度增加,同時,導(dǎo)電介質(zhì)的密度增加,從而增加了電離難度,電弧電壓增加,電電弧穩(wěn)定性降低,飛濺和煙霧增加。
公司技術(shù)好")
公司技術(shù)好")
公司技術(shù)好")
盛龍水下堵漏封堵切割打撈焊接作業(yè)工程有限公司的目標(biāo)是:向我們的用戶提供高價值服務(wù),每一個售后服務(wù)員工應(yīng)優(yōu)先考慮用戶的利益。
如果您對我們的 新疆伊犁潛水打撈救援產(chǎn)品感興趣,請聯(lián)系我們,我們會用優(yōu)質(zhì)的 新疆伊犁潛水打撈救援產(chǎn)品和誠摯的服務(wù)贏得您的滿意!
公司技術(shù)好")
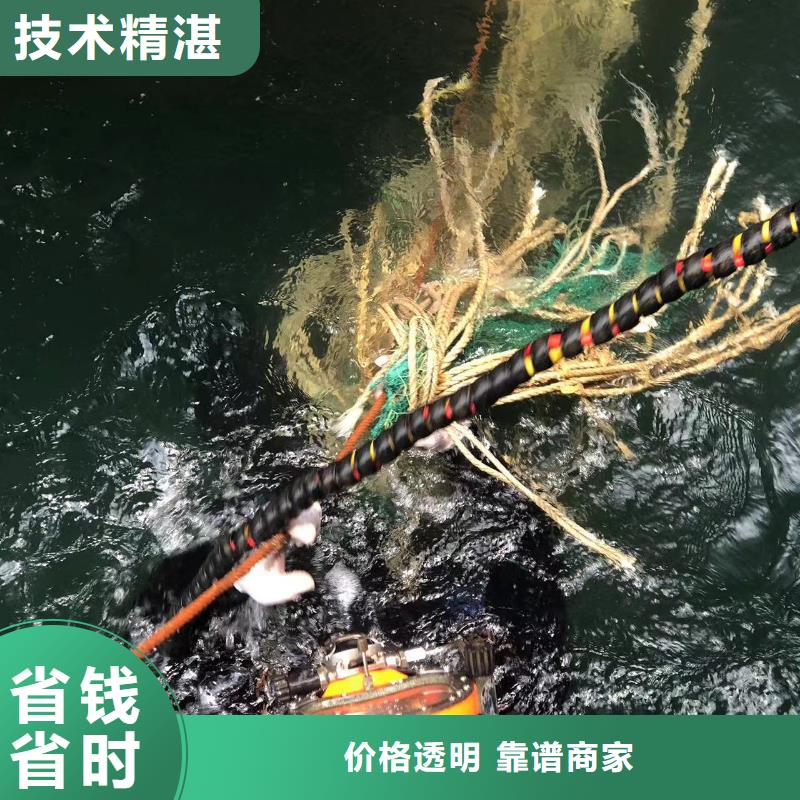
水下切割的技術(shù)特點: 不同的水下切割方法有不同的技術(shù)標(biāo)準(zhǔn)、激光切割速率、應(yīng)用水位等,每種水下切割方法往往都有其優(yōu)點和局限性。現(xiàn)階段廣泛采用的水下切割方法是無縫鋼管切割水中電孤氧激光切割。激光切割方法實際操作方便,機(jī)械設(shè)備簡單,成本低,用于激光切割厚度不超過40mm的厚鋼板,實際操作技術(shù)非常容易掌握,是Z常用的水下切割方法。但切割條必須經(jīng)常拆換,危害激光切割效率高,傷口不光滑。 激光切割速率較快的是熔融極水噴涌激光切割法和水中低溫等離子弧激光切割法。這兩種激光切割方法激光切割效率高,傷口質(zhì)量更好。水下焊接可以進(jìn)行,無需修復(fù)或稍微修復(fù)。以上是水中工程潛水設(shè)備的小工具識別和技術(shù)特性,都是大家應(yīng)用的設(shè)備和技術(shù),更方便專業(yè)技術(shù)人員實際操作。
公司技術(shù)好")
公司技術(shù)好")
點擊查看盛龍水下堵漏封堵切割打撈焊接作業(yè)工程有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
