




想要知道滾壓管,油缸管生產(chǎn)廠家工廠認(rèn)證產(chǎn)品如何?看視頻就知道!看視頻,選產(chǎn)品更明智!
以下是:滾壓管,油缸管生產(chǎn)廠家工廠認(rèn)證的圖文介紹
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
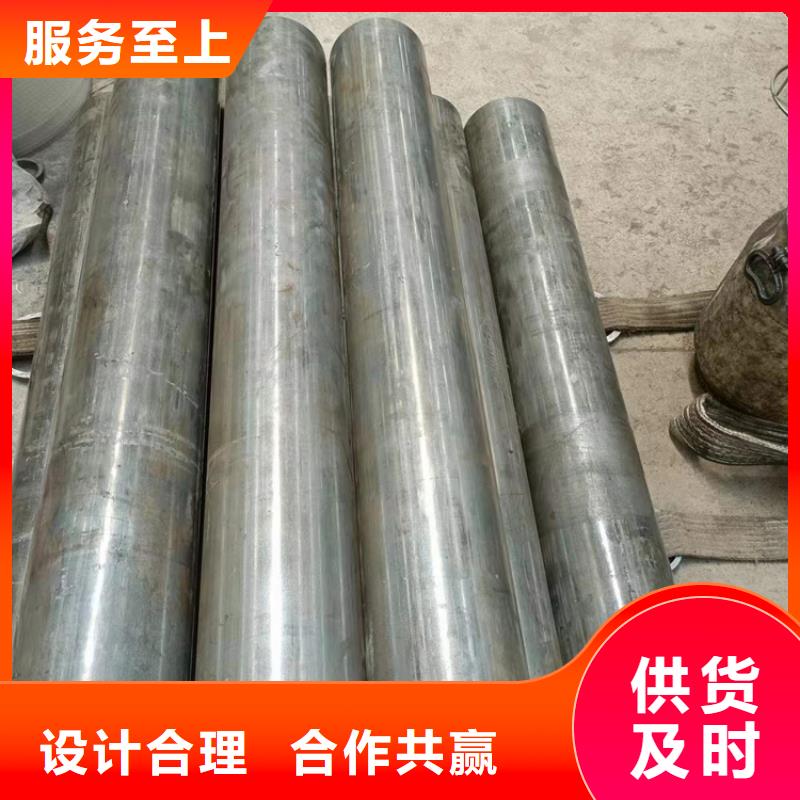
華爾網(wǎng)珩磨管油缸管絎磨管絎磨管按照材質(zhì)主要有45號、40Cr、42CrMo、27SiMn、304等。油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高絎磨管疲勞強(qiáng)度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無法做到的。滾壓管
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
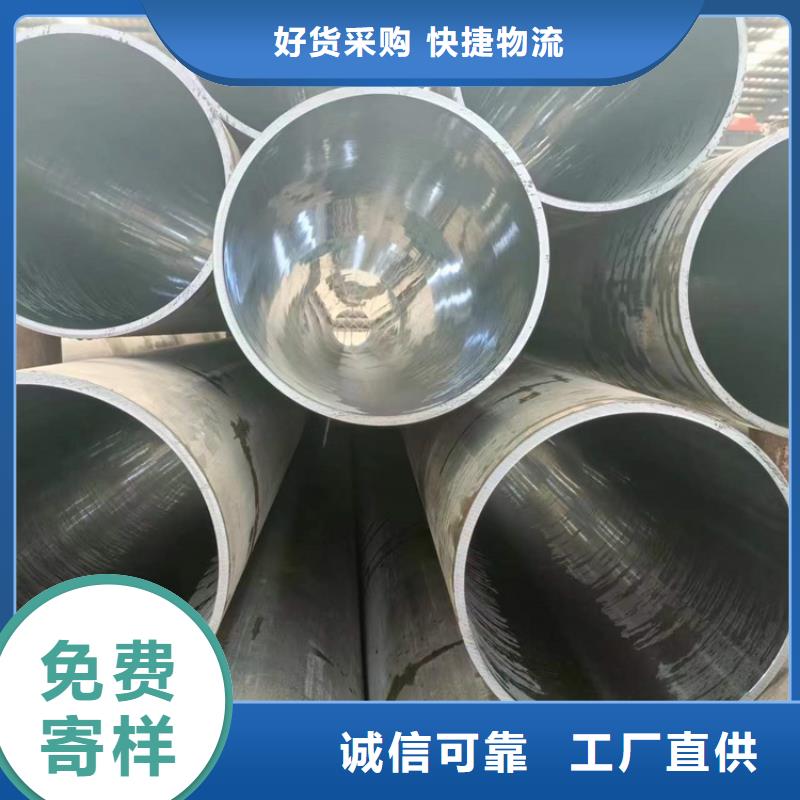
華爾網(wǎng)珩磨管油缸管絎磨管 冷拔油缸管的特性:
1.較小的外徑。
2.精度高,可做小批量生產(chǎn)
3.冷拔產(chǎn)品精度高,表面質(zhì)量好。
4.鋼管的橫截面積比較復(fù)雜。
5.鋼管性能較好,金屬致密。
冷拔油缸管由于表層存在殘余壓應(yīng)力,有利于封閉表面微裂紋,阻礙沖蝕擴(kuò)展。因此,可以提高絎縫管的表面耐蝕性,延緩疲勞裂紋的產(chǎn)生或擴(kuò)展,從而提高絎縫管的疲勞強(qiáng)度。通過滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內(nèi)壁的耐磨性,避免了磨削燒傷。軋制后,表面粗糙度的降低可以改善匹配性能。軋制是一種無屑加工,它利用金屬在室溫下的塑性變形,使工件表面的微小不平整度變平,從而改變工件的表面結(jié)構(gòu)、力學(xué)性能、形狀和尺寸。因此,這種方法可以同時達(dá)到精加工和強(qiáng)化兩個目的,這是磨削所不能達(dá)到的。無論采用何種加工方法,零件表面都會出現(xiàn)微小的不均勻的刀痕,并且會出現(xiàn)錯峰錯谷。滾壓加工原理:利用金屬在室溫下的冷塑性特點,通過滾壓工具對工件表面施加一定的壓力,使工件表面的金屬產(chǎn)生塑性流動,填充原有的殘余槽,降低了工件的表面粗糙度。由于軋制表面金屬的塑性變形,表面組織冷硬化,晶粒變細(xì),形成致密的纖維狀,形成殘余應(yīng)力層。提高了硬度和強(qiáng)度,從而提高了工件表面的耐磨性、耐腐蝕性和相容性。軋制是一種無切削的塑性加工方法。滾壓管
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
安達(dá)液壓機(jī)械有限公司主要經(jīng)營產(chǎn)品: 廣東汕頭液壓油缸管等。公司秉承“創(chuàng)新理念、追求卓越、迅速改善、永續(xù)經(jīng)營“的經(jīng)營理念;并以“質(zhì)量是di yi工作”,“顧客的滿意是我們的榮譽”作為我們永遠(yuǎn)不變的質(zhì)量政策;以愛護(hù)環(huán)境、回報社會、關(guān)愛雇員等社會責(zé)任為己任;把“誠信、負(fù)責(zé)、創(chuàng)新、團(tuán)隊”作為不斷的追求和目標(biāo)。 憑借“攀登,超越自我”的精神。
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
華爾網(wǎng)珩磨管油缸管絎磨管絎磨管的優(yōu)點主要有以下幾點:
1、提高表面粗糙度,粗糙度基本能達(dá)到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應(yīng)力層,提高疲勞強(qiáng)度提高30%。
5、提高配合質(zhì)量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
在工藝上絎磨工藝就是珩磨機(jī)進(jìn)行深孔絎磨的珩磨工藝是磨削加工的一種特殊形式,又是精加工中的一種加工方法。絎磨加工時珩磨時利用珩磨頭圓周上的一條或多條油石,同時使珩磨頭旋轉(zhuǎn)和往復(fù)運動,零件不動;或珩磨頭只作旋轉(zhuǎn)運動,工件來回運動,實現(xiàn)絎磨。而滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點,利用滾壓工具對工件表面施加適量的壓力,硬度和強(qiáng)度增加,從而改變了工件表面的耐蝕性和配合性。滾壓管
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
廠家工廠認(rèn)證")
華爾網(wǎng)珩磨管油缸管絎磨管珩磨管淬火裂紋的宏觀形態(tài)圖2.1.1 材料冶金質(zhì)量縮孔和嚴(yán)重的軋制缺陷造成材料明顯的不均勻性,這時材料是不宜進(jìn)行熱處理的。而不少材料的冶金缺陷均可能單獨與宏觀或微觀的內(nèi)應(yīng)力發(fā)生作用,促發(fā)珩磨管淬火裂紋。這些冶金質(zhì)量問題包括:宏觀偏析、固溶體偏析、固溶氫、鍛軋缺陷、夾渣、鐵素體珠光體帶狀組織及碳化物帶狀組織等。沿夾雜物擴(kuò)展的珩磨管淬火裂紋2.1.2 材料含碳量和合金元 含碳量增加將降低馬氏體的斷裂強(qiáng)度。根據(jù)脆性固體理論斷裂強(qiáng)度: 其中E、d值與含碳量相關(guān),含碳量提高,馬氏體中鐵原子間結(jié)合力降低,彈形模量也降低,鋼的斷裂強(qiáng)度也隨之降低。碳量增加,d值增加,使斷裂強(qiáng)度降低。 而合金元素對珩磨管淬火裂紋的影響不一,例如Mn、Cr、V、Mo等元素與C一樣,隨其含量的增加而淬裂傾向變大。然而,B元素較為特殊,B能有效地提高淬透性。稀土元素對淬裂的影響研究甚少,說法不一。適量的稀土元素可減少位錯移動所需要的摩擦力,因而有降低脆性破斷傾向的作用。稀土元素富集于晶界,可凈化和強(qiáng)化晶界,使P等雜質(zhì)難以再偏集于晶界,可能起到減輕沿晶斷裂的作用。滾壓管
廠家工廠認(rèn)證")
點擊查看安達(dá)液壓機(jī)械有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
